




































Les 10 meilleures imprimantes 3D FDM pas chères en 2025

Les 10 meilleures imprimantes 3D FDM pas chères en 2025 Choisir son imprimante 3D FDM pas chère Notre sélection en dessous de 500 € Notre sélection entre 500 et 1 000 € Notre sélection entre 1000 et 2000 € Conclusion LinkedIn Facebook Twitter WhatsApp Email Suite à la première vague d’imprimantes 3D de bureau abordables à partir des années 2014-2016, nous assistons depuis 2018-2019 à une réelle évolution de la technologie avec l’émergence d’imprimantes 3D FDM pas chères et performantes en dessous de 1500 €. À partir de 2022, nous avons connu une véritable révolution en terme de vitesse d’impression avec des imprimantes atteignant aisément les 600 mm/s, toujours à des tarifs accessibles. Nous avons également vu se démocratiser les systèmes d’impressions multicouleurs permettant de gérer jusqu’à 16 coloris différents. Devenues extrêmement abordables à partir de 200 €, vous pouvez aujourd’hui vous équiper d’une imprimante 3D pas chère chez vous pour l’imprimer du PLA, du PETG, de l’ABS et d’autres thermoplastiques habituels ! Si effectivement ces imprimantes 3D pour débutants sont beaucoup plus fiables, il en existe un très grand nombre sur le marché… ce qui rend la tâche plus complexe pour faire le bon choix. Quelles sont les meilleures imprimantes 3D pas chères en 2025 ? Dans cet article, nous vous présentons une sélection des 10 meilleurs modèles FDM en dessous de 1500 € basé principalement sur des critères technologiques tels que le volume d’impression, la vitesse d’impression, le mode multicouleurs, la précision, les températures d’extrusion (buse) et de plateau, le modèle de tête d’impression (bowden ou direct drive), le type de plateau d’impression et d’autres critères importants. D’ailleurs, sur le critère de vitesse d’impression, nous avons assisté à une seconde vague d’innovation avec des imprimantes 3D FDM capables d’imprimer jusqu’à 1200 mm/s ! Nous reviendrons sur ce phénomène dans un article dédié 😉 La première partie de cette sélection couvre les meilleures imprimantes 3D FDM en dessous de 500 € , la seconde partie parle de celles entre 500 € et 1000 € et enfin, la troisième partie présente les meilleures imprimantes légèrement au dessus de 1000€. Gardez à l’esprit que dans ce guide, nous avons volontairement laissé de côté les imprimantes 3D résine pour se concentrer sur l’impression 3D FDM. Cette technologie encore appelée FFF est idéale pour du prototypage rapide et des pièces fonctionnelles à petite échelle. Choisir son imprimante 3D FDM pas chère Si nous avons évoqué quelques critères ci-dessus et loué la fiabilité de plus en plus poussée des imprimantes 3D FDM entrées de gamme, il n’en demeure pas moins qu’il existe des différences notables entre une imprimante 3D à 200 € et 1000 € (sans mentionner les gammes professionnelles de bureau). Toutefois d’autres machines non évoquées dans ce guide peuvent sembler similaires sur la fiche technique, nous listons les machines que nos experts techniques connaissent et maitrisent. Retrouvez ci-dessous toutes les marques d’imprimante 3D pas chère disponibles chez Polyfab3D : Rentrons à présent dans le vif du sujet avec cette première sélection en dessous de 500 €. Sélection des meilleures imprimantes 3D FDM en dessous de 500 € IMPRIMANTE 3D Bambu Lab A1 331,20 € HT Découvrir L’avis de notre expert Charly « La A1 donne accès l’univers Bambu Lab et offre une utilisation ergonomique et intuitive en alliant des fonctionnalités efficaces et performantes. Le tout à un tarif correct et abordable » Les 3 points forts : – Univers Bambu Lab et ergonomie – Format d’impression de 256 x 256 x 256 – Upgrade possible avec AMS La Bambu Lab A1 se démarque comme une imprimante 3D abordable offrant de hautes performances, avec une vitesse de 500 mm/s et une accélération de 10 000 mm/s. Elle combine la rapidité et la précision d’un système CoreXY tout en conservant une structure robuste et un contrôle avancé des mouvements, le tout à un prix accessible. Intégrant tout l’univers Bambu Lab, elle se caractérise par son ergonomie et sa simplicité aussi bien dans l’utilisation que dans la maintenance et la disponibilité des pièces détachées. Son format d’impression de 256 x 256 x 256mm est confortable et elle est ouverte à l’impression multicouleurs en intégrant l’AMS. IMPRIMANTE 3D Anycubic Kobra 3 Combo 332,67 € HT Découvrir L’avis de notre expert Charly « La Kobra 3 Combo est une véritable révolution avec son séchage actif du filament et ses capacités d’impression multicolore. Grâce à la chambre ACE Pro, fini les défauts liés aux filaments humides ! Avec un volume d’impression confortable et une vitesse de 600 mm/s, elle se place comme une solution polyvalente et performante. » Les 3 points forts : – Multicouleur – Vitesse d’impression maximale de 600 mm/s – Puce RFID pour les filaments Anycubic À environ 350 €, la Kobra 3 Combo offre un volume d’impression étendu de 250 x 250 x 260 mm, soit 16,25 litres, pour exploiter pleinement vos idées créatives. Son algorithme Anycubic assure une extrusion fluide pour des impressions précises. Le séchage actif du filament est garanti par un double système de chauffage PTC, maintenant une température constante de 55°C pour une impression de qualité sur 24 heures. Le système ACE Pro gère automatiquement le filament pour éviter les obstructions et enchevêtrements. Enfin, l’imprimante est conçue pour une installation facile avec un écran inclinable pour plus de confort. IMPRIMANTE 3D Creality Hi Combo 390,83 € HT Découvrir L’avis de notre expert Charly « Intuitive et performante, cette imprimante 3D ouverte multicouleur allie précision, compatibilité matériaux et robustesse pour une créativité sans limites. » Les 3 points forts : – Format d’impression de 260 x 260 x 300 mm – Impressions multicouleurs – Structure robuste améliorée La Creality Hi Combo permet de réaliser des impressions multicouleurs et à haute vitesse pour un tarif abordable d’environ 400 €. Le système CFS permet de surveiller et maintenir un taux d’humidité idéal pour les filaments. Dotée d’un plateau d’impression de 260 x 260 x 300 mm (XYZ), cette machine peut imprimer jusqu’à 500 mm/s des matériaux standards tels que le PLA, l’ABS et le PETG. Elle peut notamment atteindre des accélération
Bambu Lab X1 Carbon vs Creality K1 Max : Laquelle choisir ?

Comparatif : Bambu Lab X1 Carbon vs Creality K1 Max Introduction Tableau comparatif La vitesse d’impression Différences techniques et hardware Slicer et écosystème Stabilité et Production Conclusion LinkedIn Facebook Twitter WhatsApp Email Bambu Lab X1 Carbon vs Creality K1 Max En 2023, l’impression 3D FDM haute vitesse est en pleine émulation. Bambu Lab X1 Carbon vs Creality K1 Max, laquelle choisir ? Quelques années après les dernières innovations notamment avec des imprimantes 3D de bureau performantes qui ont déjà marqué une réelle rupture en termes d’innovation, nous faisions face à un ralentissement de l’innovation. Désormais nous pouvons réellement affirmer que l’année 2023 marque un tournant avec les sorties des Bambu Lab X1 Carbon et Creality K1 Max ! Alors pourquoi ? Tout simplement car l’impression 3D FDM pour du prototypage était perçue comme assez lente en général et ces 2 fabricants ont résolu ce problème en développant des imprimantes 3D FDM haute vitesse (entre 500 mm/s et 600 mm/s) ! Pour vous donner une idée plus précise, une impression de 32 cm en hauteur prend environ 30 minutes tandis qu’auparavant celle-ci aurait pris plus de 4 à 6 heures. Que vous utilisiez la fabrication additive pour du prototypage, du design, de l’outillage ou de la production, l’usage d’un outil adapté à ces différents besoins et spécificités techniques est nécessaire. Ces deux imprimantes 3D sont excellentes pour l’impression de pièces avec géométries simples (pour des pièces plus industrielles avec géométries complexes, les imprimantes 3D double extrusion sont plus adaptées et performantes). Bambu Lab Carbon X1 vs Creality K1 Max, nous avons choisi dans ce comparatif ces deux bestsellers du moment ou plutôt deux machines qui offrent des performances similaires sur ce marché des imprimantes 3D hautes vitesses. Notre équipe technique a pu les tester et vous partage ce comparatif précis où vous pourrez trouver les points forts de chacune mais aussi les différences. Bambu Lab X1 Carbon Creality K1 Max Budget Prix public 1 510,8 TTC € 969 € TTC Technologie produit Volume d’impression 256 x 256 x 256 mm 300 x 300 x 300 mm Nombre d’extrudeurs 1 1 Température extrusion max. 300 °C 300 °C Température plateau max. 110 °C 120 °C Type de plateau Plateau flexible en acier Plateau flexible en acier Enceinte chauffée Chauffe passive Chauffe passive Diamètre filament 1,75 mm 1,75 mm Vitesse d’impression 500 mm/s 600 mm/s Matériaux compatibles PLA, PETG, TPU, ABS, ASA, PVA, PET, PA, PC, Carbon / Glass Fiber Reinforced 600 mm/s AMS Oui Non Qualité de la 1ère couche Ergonomie Système d’extrusion Type de hotend Full metal avec bloc céramique Full metal avec bloc céramique Diamètre buse (inclus) 0.4 mm 0.4 mm Buses optionnelles 0.6 mm, 0.8 mm 0.6 mm, 0.8 mm Intelligence et connectivité Lidar Oui, Inspection 1ère couche Oui, Mise à niveau du plateau, Inspection 1ère couche Caméra Oui Oui avec IA Reprise d’impression en cas de coupure Oui Oui Capteur fin de filaments Oui Oui Caméra IA Surveillance en temps réel Oui Oui Time-lapse Oui Oui Détection de corps étranger Oui Oui Détection de problème Oui Oui Slicer et écosystème Slicer Bambu Lab Studio Creality Print, Cura, Creality Slicer Purificateur Oui Non Open source Non Oui App Android et IOS Oui Creality Cloud Communauté Le match de la vitesse d’impression d’abord ! Grâce à sa conception basée sur la cinématique CoreXY et son extrudeur Direct Drive ultraléger de moins de 200 grammes, la K1 Max peut atteindre une vitesse d’impression maximale de 600 mm/s, tout en maitrisant une accélération pouvant aller jusqu’à 20 000 mm/s². Cette performance dépasse celle des modèles Bambu Lab P1P, P1S et X1 Carbon. Pour la Bambu Lab X1 Carbon, la vitesse d’impression maximal est de 500 mm/s avec une accélération identique à la K1 Max. L’extrudeur en question est capable de délivrer un flux de filament allant jusqu’à 32 mm³ par seconde, tout en maintenant une température précise grâce à son corps de chauffe en céramique. En fait, ce composant permet d’atteindre rapidement une température de 200°C en seulement 40 secondes ! Il en est de même de même avec la chauffe du plateau en seulement 90 secondes pour atteindre 90° C. Cette efficacité se traduit également dans le processus d’impression, avec un modèle Benchy boat réalisé en seulement 16 minutes (Filaments PLA). Si nous nous basons uniquement sur la vitesse d’impression, la Creality K1 Max l’emporte de peu. Il convient quand même de rappeler que cette différence reste minime et que si vous souhaitez obtenir une fiabilité d’impression constante, la vitesse d’impression moyenne recommandée est de 300 mm/s. Nous allons entamer notre évaluation en comparant les caractéristiques matérielles des modèles Creality K1 Max et Bambu Lab X1 Carbon en évoquant plusieurs caractéristiques des machines : les volumes d’impression, la connectivité, la solidité de la structure, les calibrations, l’ergonomie et l’interface logicielle. Les différences techniques et hardware Lors de l’achat d’une imprimante 3D, il est important de prendre en compte quelques critères principaux comme la fiabilité bien évidemment, le volume d’impression et la qualité de l’extrudeur par exemple. Pour le volume de d’impression, la K1 Max propose une taille de plateau impressionnante avec 300 x 300 x 300 mm, couplée avec la vitesse d’impression, cette imprimante permet une productivité maximale pour des petites séries. La X1 Carbon quant à elle est dotée d’un volume de 256 x 256 x 256 mm qui reste un volume d’impression standard mais tout de même très intéressant. Pour le volume, la K1 Max l’emporte. S’agissant de la fiabilité, nous avons pu noter une expérience sans faille sur Bambu Lab X1 Carbon avec une première couche digne d’une imprimante 3D professionnelle de bureau. Le cadre et la conception de celle-ci nous ont marqué lors du déballage. Avec la K1 Max, nous avons été extrêmement surpris positivement ! En effet, le châssis en aluminium moulé ainsi que son poids rendent l’imprimante robuste et donnent un réel sentiment de qualité industrielle. Les deux modèles proposent une enceinte fermée avec tout de même un AMS pour la Bambu Lab X1 Carbon
La technologie Raise3D Hyper Speed sur la série Pro2

Fabricant leader d’imprimantes 3D FDM professionnelles de bureau, Raise3D annonce le lancement de la technologie Hyper FFF™ pour les imprimantes de la série Raise3D Pro2.
Ultimaker présente la S7, la nouvelle imprimante 3D phare de la série S

Ultimaker présente la S7, la nouvelle imprimante 3D phare de la série S Introduction Nouveautés Conclusion LinkedIn Facebook Twitter WhatsApp Email L’UltiMaker S7 s’appuie sur les imprimantes primées de la série S, avec de nouvelles fonctionnalités, notamment un gestionnaire d’air intégré et une plaque de construction flexible qui porte la facilité d’utilisation et la fiabilité à un niveau supérieur. Le leader mondial de l’impression 3D de bureau, a annoncé aujourd’hui le lancement de la dernière née de la série d’imprimantes 3D » S » les plus vendues de la société. La S7 présente une série de nouvelles fonctionnalités conçues pour faciliter l’utilisation et la fiabilité des impressions. Une nouvelle plaque de construction flexible facilite le retrait des impressions et le gestionnaire d’air intégré filtre jusqu’à 95% des UFP et améliore la régulation de la température. Elle présente également une mise à niveau automatique améliorée du plateau pour une adhésion fiable de la première couche. Nouveautés de cette nouvelle version Les avancées en matière de régulation de la température sur la Ultimaker S7 permettent aux utilisateurs de tirer parti du grand volume de construction de 330 x 240 x 300 mm – avec une précision et une fiabilité de la première à la dernière couche imprimée. Le plateau flexible permet également de retirer facilement les pièces après l’impression, réduisant ainsi la main d’œuvre pour que les utilisateurs puissent se consacrer à d’autres tâches. La S7 sera compatible avec l’écosystème UltiMaker de plus de 200 matériaux et offre une intégration transparente avec le logiciel leader du secteur, UltiMaker Cura, une impression facile avec la plus large gamme de matériaux du marché et un support dédié à la réussite des clients. Un Air Manager intégré (qui fait de la S7, une imprimante totalement fermée) directement à l’imprimante qui permet de filtre jusqu’à 95 % des particules ultra fines émises pendant l’impression. Une nouvelle tête d’impression qui vient corriger les derniers défauts de la précédente version et surtout automatiser le nouveau nivellement automatique du plateau flexible. Avec le S7 ProBundle, les utilisateurs peuvent également coupler la S7 avec l’UltiMaker Material Station pour imprimer avec jusqu’à six bobines avec commutation automatique des matériaux et contrôle de l’humidité. IMPRIMANTE 3D Ultimaker S7 Découvrir Plus de 25 000 clients innovent chaque jour avec l’UltiMaker S5, faisant de cette machine primée l’une des imprimantes 3D professionnelles les plus utilisées du marché. Avec la S7, nous avons repris tout ce que nos clients ont aimé de la S5 et l’avons rendu encore meilleure. Nadav Goshen, PDG d’UltiMaker Tweet Conclusion Cette nouvelle imprimante vient donc compléter et rafraîchir la gamme de imprimantes 3D professionnelles du fabricant et nous sommes très heureux de pouvoir vous la proposer.
BCN3D Epsilon W50 vs Ultimaker S5 : Laquelle choisir ?
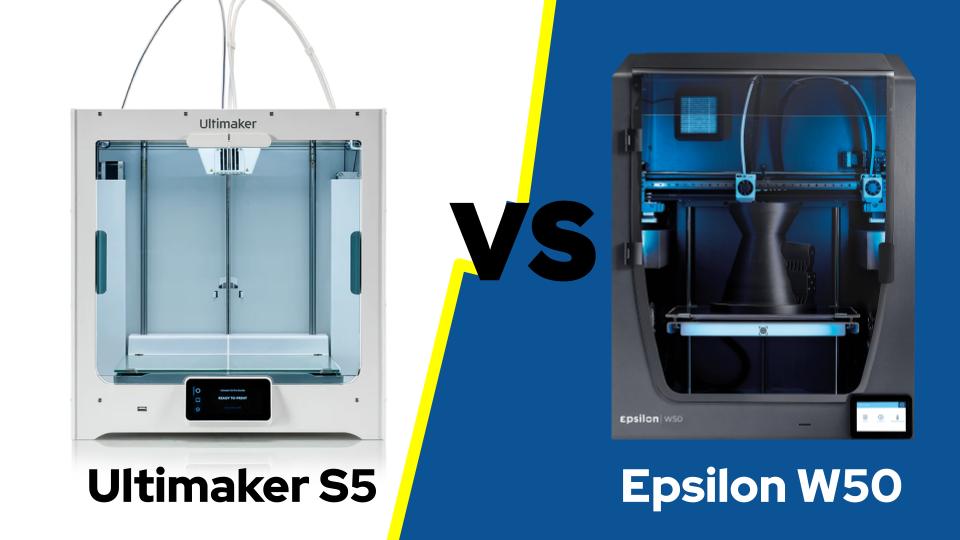
Comparatif : BCN3D Epsilon W50 vs Ultimaker S5 Introduction Tableau comparatif Présentation des marques Différences techniques et hardware Slicer et écosystème Stabilité et Production Conclusion LinkedIn Facebook Twitter WhatsApp Email Ultimaker vs BCN3D Les solutions d’imprimantes 3D professionnelles sont largement présentes dans de nombreux secteurs d’activité et pour de nombreuses applications. Que vous utilisiez la fabrication additive pour du prototypage, du design, de l’outillage ou de la production, l’usage d’un outil adapté à ces différents besoins et spécificités techniques est nécessaire. BCN3D Epsilon W50 vs Ultimaker S5, nous avons choisi dans ce comparatif deux imprimantes ou plutôt deux marques qui offrent des prestations similaires sur ce marché des imprimantes professionnelles de bureau ou d’atelier. Ce comparatif est précis et vous pourrez trouver touts nos conseils d’achat sur notre guide pour savoir comment choisir votre imprimante 3D. Ultimaker S5 BCN3D Epsilon W50 Volume d’impression 330 x 240 x 300 mm 420 x 300 x 400 mm Nombre d’extrudeurs 2 2 (IDEX) Température extrusion max. 280 – 350 °C 300 °C Température plateau max. 140 °C 120 °C Enceinte chauffée Chauffe passive + régulation active Chauffe passive Diamètre filament 2,85 mm 2,85 mm Double extrusion Calibration / réglages Ergonomie Vitesse d’impression Slicer et écosystème Slicer Profils matériaux disponibles Communauté Stabilité et production Répétabilité Fiabilité Support technique Découvrir Le challenger BCN3D vs la référence Ultimaker Les deux marques européennes spécialisées dans le développement de solutions professionnels ont toutes deux un historique et une actualité riche. Elles avancent deux écosystèmes d’impression 3D semblables sur le papier. D’un côté, le néerlandais Ultimaker qui a largement introduit et démocratisé l’impression 3D en entreprise depuis une dizaine d’années et qui s’est récemment lié au groupe Stratasys. Les développeurs du fameux logiciel Ultimaker Cura ont su créer un véritable écosystème de travail, efficace, fiable et performant. Ultimaker a également apporté de nombreuses innovations sur le plan hardware. L’efficacité de la Ultimaker 2+, la 1ere double extrusion performante avec la Ultimaker 3 qui se développe vers la série S actuellement à la pointe de l’innovation. L’Ultimaker S5, modèle phare de la gamme Ultimaker sera notre machine référence pour cette face à face. De l’autre, l’espagnol BCN3D pour Barcelona 3D est issu d’un projet universitaire réussi, il débute en 2015 avec le développement d’imprimante de nouveau type, les IDEX. IDEX pour Independant Dual Extruder, les imprimantes Sigma de BCN3D ont apporté un véritable plus pour les besoins de fabrication multiples, capable de produire plus de manières simple et rapide grâce à leurs deux têtes d’impression séparées. Depuis cette Sigma initial BCN3D a développé une gamme plus larges d’imprimante de bureau et d’atelier. Les imprimantes Sigma D25 et Epsilon W27 et W50 sont complétées par une suite logicielle efficace et des add-ons pratiques. La version Epsilon W50, la plus performante sera notre machine référence pour cette comparaison. Nous allons donc commencer par comparer ces modèles Ultimaker S5 et Epsilon W50 via leur hardware. En évoquant plusieurs caractéristiques des machines : les volumes d’impression, la qualité de la double extrusion, les calibrations, l’ergonomie et l’interface. Les différences techniques et hardware Il est important de prendre en compte les caractéristiques techniques des imprimantes lors de l’achat. En outre, le volume d’impression de la BCN est plus important que celui de la S5. Aussi, Ultimaker explique avoir étudié les découpages réalisés sur son Slicer afin de connaître la taille la plus appropriée pour sa machine. La version BCN propose comme sur l’UM S5 une enceinte chauffée passivement. Aussi, sur cette dernière, l’utilisation d’un Air Manager permet de réguler automatiquement la température de l’enceinte à l’intérieur de l’imprimante. Ce paramètre est réglable depuis Cura. Aussi, il est important de souligner que les extrudeurs Ultimaker sont renforcés et prêts pour la production de pièces composites par exemple. En termes d’extrusion, elles proposent toutes les deux la haute température ainsi que de la double extrusion. La version BCN est axé autour de la technologie IDEX. Les feeders (extrudeurs) développés par Ultimaker et présents sur la Ultimaker S5 ont l’avantage d’être accessibles, performant, réglable et facile à entretenir ce qui en fait un atout majeur. Ils sont également renforcés de manière à soutenir l’utilisation des filaments chargés. La calibration est bien encadré et assez simple à utiliser dans les deux cas. Les Print Core d’Ultimaker sont mobiles en hauteur et nécessitent donc chacun leur calibration. Pour les hotends de BCN3D, ils sont ajustés en léger décalage et l’écart devra, selon le mode d’impression être compensé par un radeau. Les deux modèles proposent aussi une calibration active ou automatique du plateau au lancement des impressions. Enfin, l’ergonomie générale de ces imprimantes 3D est assez bonne, nous mettons un point de plus à Ultimaker qui propose une interface très complète avec beaucoup d’options et de paramètres disponibles. Comparatif slicer et écosystème Attardons-nous, un instant, sur l’écosystème de ces modèles d’imprimantes. Nous allons parler ici de tout ce qui tourne autour du matériel et naturellement du logiciel et de la communauté de la marque. La comparaison entre ces deux logiciels est assez complexe étant donné que BCN3D Stratos est une copie (Fork) de Ultimaker Cura. Le moteur de tranchage est donc identique dans son approche. Cependant, Startos aura forcément et toujours un peu de retard sur les nouveautés car ils auront toujours besoin de suivre les mises en ligne d’Ultimaker pour les adapter à leur propre version. Il est aussi, très important de noté l’accès au profils disponibles sur la Marketplace Ultimaker qui permet de doper littéralement votre Ultimaker S5 en accédant, en quelques clics, à plus de 200 profils de matériaux et marques déjà configurés et utilisables directement avec votre imprimante. Enfin, la communauté est plus active sur Ultimaker, et cela pour les mêmes raisons que pour la qualité de leur Slicer, cela vient de leur expérience de longue date et de leur position de leader sur le marché de l’impression de bureau professionnelle. Stabilité et production en impression 3D Enfin, pour finir ce comparatif entres ces imprimantes, parlons un peu du ressenti général de ces machines. Nous mettons
La réponse de Raise3D au problème de la vitesse en impression FDM

La réponse de Raise3D au problème de la vitesse en impression FDM avec son Kit Hyper Speed Introduction Les anciennes limites La solution Raise3D Conclusion LinkedIn Facebook Twitter WhatsApp Email Depuis la mise sur le marché des imprimantes 3D à dépôt de filament fondu, la vitesse d’impression a toujours été un point de recherche important. Aussi, depuis de nombreuses années, vous avez pu voir de nombreux essais d’implémentation de ces technologies pour répondre à cette problématique et nous allons voir ici ce qui bloque avec cette technologie et comment Raise3D a réussi à débloquer cette technologie avec son kit d’upgrade Hyper Speed performant sur le marché. Aussi, nous mettons à votre disposition une vidéo explicative que vous trouverez ci-dessous. Haute vitesse d’impression 3DAvant : Les faiblesses decette technologie La haute vitesse a été de nombreuses fois expérimentée et vous avez même déjà vu, certainement, des vidéos d’imprimantes dévoilant des pièces imprimées à très haute vitesse. Cependant, ces fabrications à haute vitesse posent un certain nombre de difficultés et se font souvent toujours au détriment de plusieurs choses. En voici une rapide présentation reprenant les points faibles et de frictions des essais d’impression : 1. Flux de matière Un matériau non adapté ou un PLA standard ne pourra pas atteindre suffisamment rapidement une fonte intégrale. Il aura également des difficultés à refroidir comme il se doit lors du dépôt à haute vitesse. 2. Liaison en Z La superposition à haute vitesse de couche inégalement fondue limitera la liaison des couches en Z et fragilisera les pièces qui perdront ainsi en résistance mécanique. 3. Précision et détails Atteindre de haute vitesse induit de fortes accélérations qui sont les plus complexes à maîtriser. Les vibrations et à-coups générés affectent fortement le niveau de détails et de précision atteignable. Ainsi, ces 3 problèmes limitent fortement les possibilités de l’impression 3D de pièces à de fortes vitesses. Les pièces aux géométries complexes sont à exclure et chercher de bonnes propriétés mécaniques ou dimensionnelle est complexe. Le compromis se limitait souvent à l’impression de pièce à géométrie simple, non sollicitée et en simple extrusion. Haute vitesse d’impression 3DLa réponse de Raise3D avec son Kit C’est ainsi que le fabricant Raise3D a développé une réponse à ces problématiques sous forme d’un Kit d’intégration aux imprimantes Pro3 et Pro3 Plus. Le Kit d’Upgrade Hyper Speed est conçu autour de 4 piliers techniques et technologiques qui viennent briser la limite de la haute vitesse d’impression 3D. En s’attaquant aux problématiques citées ci-dessus via le développement d’une gamme de filament dédiée, de hotend spécifique et d’un module d’annulation des vibrations, Raise3D répond efficacement à cette recherche. Il ne manquera plus que l’utilisation d’un profil d’impression adapté également fourni depuis la version 4.4 d’Ideamaker. Matériels dédiés Logiciel Matériaux adaptés Algorithme Ainsi, le cumul de ces 4 améliorations et technologies liées permet, aujourd’hui, à Raise3D d’être les premiers acteurs à commercialiser une solution fiable d’impression 3D à haute vitesse pour les imprimantes 3D de bureau. Aussi, pour compléter ce propos et les améliorations proposées dans ce kit, regardons plus en détail ce qu’elles apportent. Matériels dédiés : Un nouveau hotend, rouge, performant spécialement développé pour augmenter les flux de fonte et de refroidissement des matériaux. Mais aussi, un module « calibrator » qui va analyser les vibrations lors des impressions pour permettre leur compensation automatique. Le logiciel : Une nouvelle version (4.4.0 Alpha) du logiciel ideaMaker est disponible en téléchargement et intègre dès maintenant les profils d’impression dédiés pour le kit hyper speed et ses matériaux. Matériaux adaptés : Le fabricant présente avec son kit un matériau filament Hyper Speed PLA blanc et un filament Hyper Speed ABS de la même couleur. D’autres arriveront dans les prochains mois comme le PETG, l’ASA, le PC et un matériau support. Algorithme : Et enfin, la clé de voûte nécessaire pour que tout se combine bien, un algorithme performant qui permettra d’analyser les données du calibrator pour annuler les vibrations et ainsi permettre le dépôt de toutes ses couches de manière précise et efficace. Le Kit d’Upgrade Hyper Speed dévoile ici toute la puissance de son écosystème. Impression haute vitesse Raise3D Hyper Speed Upgrade Kit Découvrir Conclusion Les nouvelles technologies fleurissent constament et Raise3D apporte un nouveau souffle à l’impression FDM avec une offre complète et qui vient révolutionner le monde de l’impression 3D. Le fabricant annonce donc une innovation technique importante et compatible avec ses modèles de la série Pro3 pour le lancement. Ils précisent aussi qu’ils étendront la gamme des compatibilités à d’autres imprimantes mais le mystère reste encore entier pour le moment. Dites-nous en commentaire ce que vous pensez de cette annonce et si vous souhaitez voir un test de cette technologie Hyper Speed.
Raise3D annonce 32 nouveaux filaments industriels pour l’imprimante 3D E2CF

Raise3D annonce 32 nouveaux filaments industriels pour l’imprimante 3D E2CF LinkedIn Facebook Twitter WhatsApp Email Raise 3D, le fournisseur mondial de solutions de fabrication additive pour les PME et les grandes entreprises, annonce 32 nouveaux filaments industriels pour l’imprimante 3D E2CF.Les nouveaux filaments ont en commun un rapport résistance/poids élevé et une haute performance constante pendant les opérations à long terme, ce qui les rend particulièrement adaptés aux industries telles que l’automobile, l’aérospatiale et la santé, et aux applications telles que les gabarits et les montages, l’outillage d’ingénierie et de nombreuses pièces industrielles d’utilisation finale. Imprimante 3D Raise3D E2CF Cette version composite a été développée spécifiquement pour imprimer des matériaux composites. Découvrir ce produit Les nouveaux filaments sont le fruit d’une étroite collaboration entre Raise3D et 16 fabricants de filaments de renommée mondiale (BASF Forward AM, Polymaker, Covestro, eSUN, Extrudr, FiberThree, Grupa Azoty, Handtmann, Jabil, Kexcelled, Kimya, LEHVOSS, NHH, RadiciGroupHigh Performance Polymers, Spectrum Filaments, TreeD), qui participent au programme Open Filament de Raise3D, et qui ont obtenu des résultats de haute qualité en utilisant leur filament avec l’imprimante 3D Raise3D E2CF. Les filaments approuvés dans le cadre du programme Open Filament peuvent être trouvés dans la bibliothèque ideaMaker de Raise3D. Pour télécharger ou importer les profils d’impression dans ideaMaker, veuillez visiter la bibliothèque ideaMaker. Cette imprimante est un nouveau modèle spécifiquement destiné aux filaments renforcés de fibres, basé sur l’imprimante 3D polyvalente E2 de Raise3D. Commentaires des partenaires Raise3D fournit toujours de la valeur (supplémentaire) et des possibilités basées sur l’écosystème Raise3D pour ses clients, et OFP 2.0 en foit partie. Avec OFP 2.0, que l’on pourrait résumer comme une plateforme de matériaux ouverts pour l’ingénierie et les filaments composites haute performance, Raise3D partage avec nous une imprimante composite de niveau industriel et cela nous donne une grande accessibilité aux filaments haute performance de BASF. Il est donc plus facile pour nos clients de travailler avec notre combinaison machine/matériau pour développer et imprimer des applications industrielles adaptées. L’ajout de nos matériaux à OFP2.0 augmente l’expérience de l’utilisateur et la possibilité d’une première expérience correcte, ce qui augmentera les chances d’une utilisation structurelle des applications imprimées en 3D. Dean Di, Technical Sales Manager of BASF 3D Printing Solutions Depuis que nous avons lancé nos matériaux renforcés de fibres en 2019, nous n’avons cessé de chercher une imprimante 3D qui présente un bon équilibre entre performance, répétabilité et coût pour nos utilisateurs. Après des tests approfondis sur la Raise3D E2CF, nous avons enfin trouvé l’imprimante que nous recherchions. Raymond Huang, Head of Product Management at Polymaker
Les différences entre les filaments 1.75mm et 2.85mm

Les différences entre les filaments 1.75mm et 2.85mm Introduction Contexte historique Comparaison 1,75mm et 2,85mm Toujours du filament 2,85mm Conclusion LinkedIn Facebook Twitter WhatsApp Email Aujourd’hui, pratiquement toutes les imprimantes 3D utilisent un filament de diamètre 1,75 mm ou de 2,85 mm. Mais pourquoi en est-il ainsi ? Pourquoi n’a-t-on pas utilisé d’autres tailles ? Pourquoi ces diamètres spécifiques sont-ils les standards d’aujourd’hui ? Si vous possédez ou désirez acheter une imprimante 3D, la question du diamètre du filament 3D peut-être important. En tout cas, il est important de comprendre que vous faites un choix et que celui-ci devra être respecté par la suite lors de l’utilisation de votre matériel. 1.75mm vs 2.85mmContexte historique Dans les années 1980, le pionnier de l’impression 3D lance ses premières imprimantes avec un diamètre proche de 1.75mm. En 2008, les brevets tombent et le marché s’ouvre pour de nombreuses entreprises qui commencent à commercialiser des imprimantes 3D de bureau. Étant donné qu’aucun fournisseur ne fabriquait de matériaux spécifiquement conçus pour les imprimantes 3D, la seule option à l’époque était de réutiliser des matériaux couramment disponibles. Les concepteurs et les opérateurs d’imprimantes 3D n’avaient donc qu’un choix extrêmement limité en termes de type et de format de matériaux. Ainsi, les premières imprimantes 3D de bureau utilisaient un filament de 3mm. Ce diamètre a existé un temps, et très vite est apparu les filaments 2,85mm (plus pratique que le 3mm) et les filaments 1,75mm qui étaient plus simples à entraîner. Rapidement, le filament de format 1,75 mm a gagné en popularité et est devenu de loin le format de filament le plus populaire disponible. 1.75mm vs 2.85mmAvantages et inconvénients de ces deux diamètres Mais quel format de filament est le meilleur ? Chaque filament présente des avantages. Avantages du diamètre 1,75mm ✔️ Le plus grand choix possible de types de matériaux et de couleurs ✔️ La plus grande disponibilité ✔️ Plus de flexibilité à température ambiante Avantages du diamètre 2,85mm ✔️ Un filament plus rigide pour l’extrusion de type Bowden ✔️ Extrusion plus rapide du matériau Le filament PLA a pour habitude de se fragiliser après avoir été exposé à l’humidité. Au fil du temps, le PLA devenait si fragile qu’il avait tendance à se casser s’il était tordu. Parfois, il devenait si fragile qu’il se fissurait lors d’une impression 3D, entraînant une défaillance de l’impression. Mais cet effet se produit moins sur les bobines de filament de 1,75 mm parce que le filament est plus capable de se plier lorsqu’il est déroulé. L’arrivée de marque comme Creality a révolutionné un marché en proposant des imprimantes 3D grand public à faible coût. Ils ont aussi pris le parti du filament 1,75mm malgré leur extrusion bowden. Ces choix ont aussi participé à l’émergence du filament 1,75mm ces dernières années. 1.75mm VS 2.85mmToujours du filament 2,85mm Le filament 2,85mm est resté avec le temps dans l’industrie pour les raisons suivantes : ✔️ Certaines imprimantes 3D de type Bowden fonctionnent mieux avec un filament plus rigide. ✔️ L’utilisation d’un filament flexible est plus facile s’il peut être même légèrement plus rigide, car il doit être poussé dans le hotend chaud. Un filament souple et fin peut échouer ✔️ Une utilisation d’imprimantes 3D professionnelles a augmenté l’utilisation de matériaux plus compatible en format 2,85mm. Le filament 2,85mm apporte encore aujourd’hui des avantages lors de l’utilisation de matériaux sur des imprimantes 3D professionnelles avec un tube Bowden. De même qu’on le retrouve et il est très recommandé dans l’impression 3D Métal car les filaments métal ont tendance à se casser facilement. Conclusion On retrouve toujours les deux diamètres dans le monde de l’impression 3D aujourd’hui. Le diamètre 1,75mm est utilisé sur les imprimantes 3D direct drive principalement et sur des imprimantes grand public en bowden principalement. Le diamètre 2,85mm est utilisé par des marques professionnelles qui tirent profil de la rigidité de ce diamètre pour développer et produire des systèmes d’extrusion professionnels et performants. Si vous avez un doute sur le choix du bon diamètre pour votre imprimante 3D, n’hésitez pas à contacter notre équipe qui vous accompagnera.
Comment réaliser l’entretien de son imprimante 3D ?
Comment réaliser l’entretien de votre imprimante 3D ? Introduction Entretien de la buse Entretien de l’extrudeuse Entretien et calibration plateau Entretien des axes et courroies Mise à jour logiciels Conclusion LinkedIn Facebook Twitter WhatsApp Email Tout d’abord, l’entretien est similaire sur toutes les imprimantes 3D à dépôt de filament. Dans tous les cas, il est important de répéter régulièrement ces étapes pour garder une machine en parfait état de fonctionnement. De plus, une imprimante bien entretenue durera plus longtemps et vous aurez de meilleurs résultats. Ces quelques étapes peuvent sembler compliquer ou relativement longues de prime abord mais avec l’habitude, vous n’y passerez plus que quelques minutes. Services Polyfab3D Maintenance préventive de vos mprimantes 3D Confiez la maintenance préventive et curative à votre expert Polyfab3D. Nous vérifions, contrôlons et réparons vos imprimantes 3D pour que vous n’ayez pas à vous soucier de le faire. Découvrir Entretien imprimante 3D#1 Entretien de la buse Commençons par le système d’extrusion et plus particulièrement par son extrémité : la buse. Celle-ci doit être bien propre (à l’extérieur mais aussi et surtout à l’intérieur). Il est important pour cela de bien nettoyer votre buse afin de supprimer toutes les particules ou morceaux de filaments qui seraient en train de progressivement boucher votre buse. Nous avons réalisé un article complet qui vous détaille les différentes méthodes pour réaliser le nettoyage de la buse de votre imprimante 3D. Il se peut que votre buse soit totalement dégradée si vous n’avez pas réalisé cette opération régulièrement ou si vous avez utilisé des filaments chargés par exemple. Dans ce cas, vous pouvez acheter une buse pour votre imprimante 3D afin de la remplacer. Entretien imprimante 3D#2 Entretien de l’extrudeuse L’extrudeuse est le bloc qui permet de tirer ou pousser le filament 3D vers votre buse. Il est primordial que ce dernier soit propre et bien entretenu afin que votre impression se déroule sans encombre. Vérifier alors que les rainures de la roue crantée de votre extrudeuse soient bien propres et ne contiennent pas des amas de plastique afin que celle-ci puisse bien accrocher votre matériau. Vous pouvez aussi profiter de ce moment pour vérifier la pression qu’exerce la roue crantée sur le filament et la régler si votre extrudeuse le permet (comme, par exemple, sur les Creality Ender-3 S1 Pro). Entretien imprimante 3D#3 Entretien et calibration plateau Votre plateau est tout aussi important pour apporter une bonne stabilité à vos impressions et limiter le décollement des pièces ou bien simplement les échecs d’impression. Commencez par dégraisser votre plateau avec de l’eau savonneuse. Limiter l’usage de produit chimique surtout sur les buildtak afin de ne pas les dégrader. Ensuite, une calibration du plateau de votre imprimante 3D finira naturellement cette étape. N’hésitez pas à changer le revêtement si le votre est abîmé. Entretien imprimante 3D#4 Entretien des axes et courroie Il est maintenant temps de vous occuper de la structure physique de la machine. D’abord, veuillez à prendre quelques minutes pour inspecter l’état général de l’imprimante et resserrer les vis qui mériteraient de l’être (du jeu pourrait s’être créé avec les vibrations de l’imprimante). Ensuite, vous pourrez lubrifier ou graisser les différents axes de votre imprimante afin d’obtenir des déplacements optimums avec peu de frottement. Enfin, la tension des courroies permettra de ne pas fatiguer les moteurs ou d’abîmer la mécanique générale de l’imprimante. Attention à ne pas trop tendre les courroies, sinon cela aura l’effet inverse de celui recherché. Entretien imprimante 3D#5 Mise à jour logiciels Dernière étape de votre entretien régulier de l’imprimante. Vérifier que votre slicer n’a pas une nouvelle version disponible. Dans ce cas, vous pouvez consulter les nouveautés et les bugs corrigés par cette nouvelle version, cela vous aidera à mieux l’utiliser. Ensuite, il en va de même pour les firmwares (cartes mères, écrans, etc..) de votre imprimante 3D. N’hésitez pas à consulter si des mises à jour sont disponibles pour les réaliser. Cela corrige très régulièrement des petits soucis ou améliore l’expérience utilisateur général de l’imprimante. Services Polyfab3D Maintenance préventive de vos mprimantes 3D Confiez la maintenance préventive et curative à votre expert Polyfab3D. Nous vérifions, contrôlons et réparons vos imprimantes 3D pour que vous n’ayez pas à vous soucier de le faire. Découvrir Conclusion Entretenir son imprimante 3D régulièrement est important qu’importe l’imprimante et qu’importe son prix. Un entretien régulier apportera une stabilité à vos impressions et vous coûtera moins cher en pièce détachée car celles-ci se dégraderont moins vite. Si vous avez des astuces que nous n’avons pas présentées dans cet article, n’hésitez pas à les partager en commentaire.
Comment imprimer des pièces plus grandes que votre imprimante 3D ?
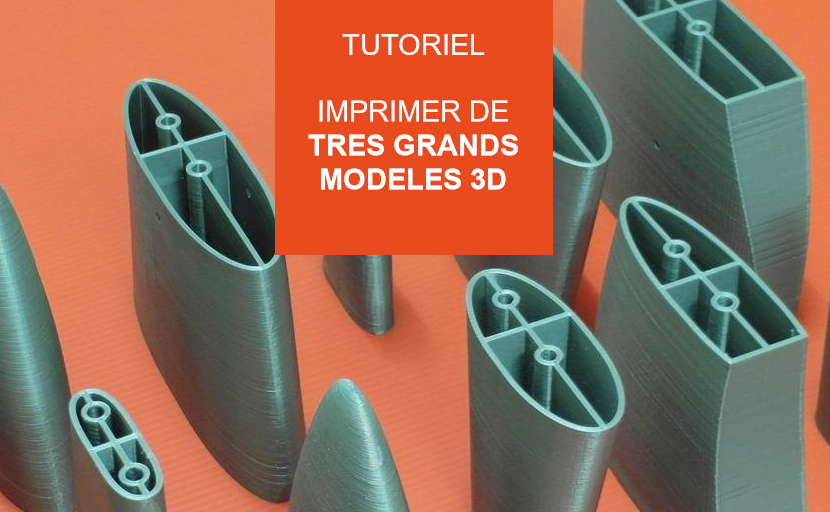
Comment imprimer des pièces plus grandes que votre imprimante 3D ? Introduction Découper votre fichier Assembler les pièces Post-traitement de l’objet Conclusion LinkedIn Facebook Twitter WhatsApp Email Vous ne possédez pas encore de grande imprimante 3D ? Lorsque vous déterminez ce qui est possible avec une imprimante 3D de bureau compacte, pensez au-delà du volume de construction. Tout comme les assemblages tels que votre smartphone ou même un pont routier sont constitués de nombreux blocs de construction individuels, la division d’un modèle en plus petites parties qui peuvent être combinées après l’impression est une excellente solution pour imprimer en 3D de grands objets qui ne tiennent pas sur un plateau. La division d’une pièce peut également être le meilleur moyen d’obtenir un résultat de haute qualité, même si la pièce entière pourrait tenir dans une seule construction. C’est le cas lorsque des surfaces multiples ou opposées doivent être exemptes de marques de support, qu’une conception présente des porte-à-faux complexes ou qu’un modèle contient des cavités qui emprisonneraient la résine liquide à l’intérieur. L’impression 3D de pièces multiples ouvre également de nouvelles possibilités, comme la création d’assemblages multimatériaux ou la combinaison de pièces imprimées en 3D rigides et flexibles. Imprimante 3D Grand format Raise3D Pro3 La Raise3D Pro3 est forgée dans les traces de la Pro2 avec vos lots de nouveautés et notamment un système de têtes d’extrusion indépendantes, le nivellement du plateau automatique et un Air Manager intégré pour la gestion de l’air et de la température à l’intérieur de l’imprimante 3D. Découvrir ce produit Impressions plus grandes que l’imprimante 3DDécouper votre fichier Lorsque vous choisissez une méthode de collage, votre première considération doit être la résistance des joints collés, qui dépend du cas d’utilisation final des pièces : Fixation chimique : Utilisez un agent de liaison (colle) pour les œuvres d’art, les modèles réduits et les formes complexes qui ne sont pas destinées à un usage fonctionnel et à supporter les chocs. Fixation mécanique : Ajoutez un filetage ou des poches aux pièces d’ingénierie fonctionnelle qui nécessitent une connexion mécanique robuste ou si vous devez fixer et détacher des composants de manière répétée. Dans les deux cas, il est nécessaire de repasser votre fichier dans un logiciel de conception afin de le découper et d’y apporter des modifications. Nous allons voir dans cet article, plutôt la fixation chimique à base de colle. Il existe deux méthodes que nous recommandons pour fractionner les modèles : Ajoutez des assemblages à votre conception qui permettront aux impressions de s’aligner d’elles-mêmes, ou divisez simplement les pièces avec des coupes droites, ce qui vous obligera à les aligner pendant le processus de fixation. Quelle que soit la méthode que vous choisissez, si vous avez un grand nombre de pièces, il est également judicieux d’ajouter un identifiant unique (lettres, chiffres) à chaque pièce pour vous aider à résoudre le puzzle lors de l’assemblage. 1# Méthode avec assemblages Utilisez l’outil de CAO de votre choix pour diviser votre modèle 3D et ajouter des assemblages de base tels que des fentes, des broches, des rainures, des évidements ou des alignements plus complexes tels que des queues d’aronde et des coupes qui suivent les plis existants dans le modèle. Dans un monde parfait, ces assemblages facilitent l’alignement et l’assemblage de vos pièces, mais ils peuvent entraîner des problèmes lorsque les pièces sont légèrement différentes de vos modèles 3D et ne sont pas parfaitement alignées. Par conséquent, n’utilisez les assemblages que si votre imprimante est capable d’imprimer des pièces aux dimensions précises et peu susceptibles de se déformer. 2# Méthode de coupe droite La division de votre modèle 3D selon des lignes droites est moins exigeante en termes de conception que l’ajout d’alignements. Les coupes droites sont également plus tolérantes lorsque les impressions sont légèrement déformées ou présentent un degré de variation dimensionnelle généralement plus élevé. En revanche, les coupes droites peuvent prendre beaucoup de temps lors de l’assemblage, car vous devez aligner manuellement chaque pièce et vous assurer qu’elles restent dans la bonne position jusqu’à ce que l’adhésif les colle complètement. Impressions plus grandes que l’imprimante 3DAssembler les pièces 3D imprimées Vous venez de finir l’impression de chacune des pièces qui composent votre objet et voici l’heure de l’assemblage. Pour les pièces les plus grandes et l’adhésion la plus forte, utilisez de l’époxy 5-30 minutes. Il s’agit du temps de travail le plus long, ce qui est utile pour ajuster la position des pièces imprimées en 3D les plus grandes, mais entraîne également un processus d’assemblage plus lent. L’option suivante est le cyanoacrylate (CA, ou Super Glue), qui crée une liaison rapide et raisonnablement forte, idéale pour les pièces de petite et moyenne taille. Nettoyez soigneusement la pièce avant de l’appliquer sur la surface, car la cyanoacrylate ne colle pas bien sur les surfaces sales. La cyanoacrylate a une résistance aux chocs modérée et n’est pas recommandée pour les applications à fort impact. Impressions plus grandes que l’imprimante 3DPost-traitement de l’objet final Maintenant que vous avez fini d’assembler votre modèle, l’étape finale est le post-traitement. Cette étape consiste en une correction géométrique de la pièce pour s’assurer qu’elle a une surface régulière et fidèle à votre modèle 3D original et une finition esthétique pour obtenir une surface peinte cohérente. Selon la précision de votre imprimante 3D et la taille des pièces imprimées, il est presque inévitable d’avoir de légers vides ou des incorrections aux endroits où les pièces se rencontrent. Avec du mastic vous pourrez corriger certaines imperfections. Le ponçage vous aidera à éliminer les marques de support et toutes les imprécisions restantes de votre modèle. Commencez par poncer soigneusement la surface à sec à l’aide d’un papier de verre 120 ou 180 environ pour éliminer les plus gros défauts et égaliser les bords où les pièces se rencontrent. Une fois que la surface de la pièce est uniforme, poncez-la à l’eau avec un papier de verre de 320 environ pour éliminer toutes les lignes de couche restantes. L’apprêt assure l’adhérence de la peinture à la surface et peut vous indiquer les endroits où
Mode vase dans Cura – Pourquoi et comment l’utiliser ?
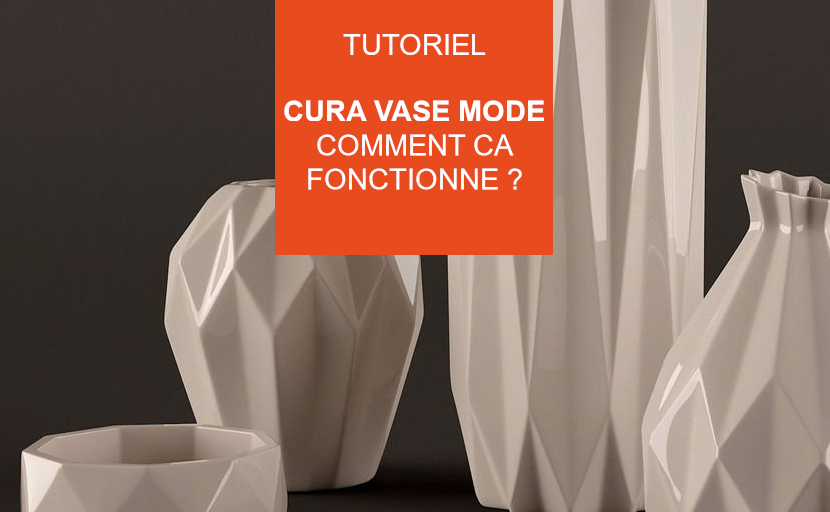
Mode vase dans Cura – Pourquoi et comment l’utiliser ? Introduction Avantages et limites Comment utiliser le mode Vase ? Conclusion LinkedIn Facebook Twitter WhatsApp Email Le mode Vase de Cura ou Spiralize Outer Contour est une astuce. Lors de l’impression couche par couche, la buse doit normalement se déplacer d’une couche à l’autre. Ce mouvement fait en sorte que la buse reste presque immobile pendant une fraction de seconde, ce qui laisse une couture sur la surface appelée couture Z. Ce paramètre a pour but d’éviter cela et bien plus encore. Il simplifie grandement le processus d’impression en supprimant de nombreux aspects de celui-ci. Lors de la spiralisation du modèle, le modèle n’aura pas de remplissage ni de sommets. Il n’aura qu’une paroi et un fond. Si l’option Contours spiralés lisses est activée, la hauteur de la buse sera progressivement augmentée au cours d’une couche. De cette façon, une spirale est créée en suivant le contour du modèle. Il n’y aura aucun mouvement en passant d’une couche à l’autre, car la buse s’est déjà déplacée progressivement vers la couche suivante. Filament 3D PLA Silk Or Forshape – 1.75mm – 1Kg Le PLA Silk Or de la marque Forshape offre un effet « soie », brillant et satiné magnifique qui sublimera vos impressions 3D. Découvrir ce produit Filament 3D PLA Glitter Bleu Forshape Premium – 1.75mm – 1Kg Le PLA Glitter Bleu 1.75mm est un filament PLA mélangé avec des particules scintillantes qui offrent une finition magnifique et originale à vos impressions 3D Découvrir ce produit Mode vase CuraAvantages et limites Le mode Spiralize est commun à de nombreux slicers. Il est aussi parfois appelé « mode vase », car il permet d’imprimer des vases. Voici quelques autres propriétés : – Imprime extrêmement rapidement. – La surface devient très lisse. Il n’y a plus de joint en Z à l’endroit où il est passé à la couche suivante si l’option Contours spiralés lisses est activée. – Il ne sera pas très solide. Si le modèle est trop grand, il a tendance à se fendre à cause de la paroi mince. – Bien que la suppression de la couture aide à rendre l’impression étanche, il est difficile d’obtenir l’impression étanche si elle a une taille quelconque. Pour cela, il est conseillé d’avoir au moins 2 parois. Spiraliser le contour extérieur est alors impossible. Spiralize ne fonctionne pas bien avec les impressions comportant de nombreuses surfaces horizontales. Il ne gère pas du tout les surplombs, et n’imprime pas les surfaces supérieures, donc rien ne pourra s’appuyer sur une surface horizontale. Mode Vase CuraComment utiliser le Mode Vase ? C’est très simple, pour utiliser et activer le Mode Vase de Cura, il suffit de vous rendre dans les paramètres et dans l’onglet « Modes spéciaux« . Cochez alors la case « Spiraliser le contour extérieur » et le tour est joué. Attention de bien prendre un objet qui se comportera correctement avec les limitations que nous avons vues avant. De même, prenez le temps d’analyser votre modèle 3D dans « Aperçu » avant de lancer votre impression. Conclusion Le mode Vase de Cura est parfait si vous avez acheté une imprimante 3D et que vous souhaitez réaliser des impressions sans couture. Vous obtiendrez des impressions très rapides et du plus bel effet. N’hésitez pas à nous laisser dans les commentaires vos réalisations.
Performances des filaments ignifugés par Raise3D
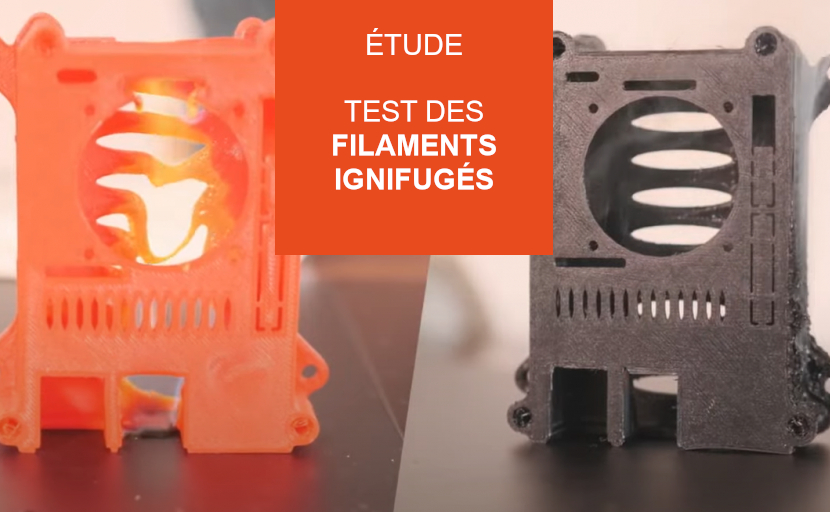
Performances des filaments ignifugés par Raise3D Introduction Les filaments gagnants Pourquoi utiliser ces matériaux Conclusion LinkedIn Facebook Twitter WhatsApp Email Le fabricant Raise3D est un des leaders de la fabrication d’imprimantes 3D à dépôt de filament. Ils ont testé des matériaux afin d’examiner leurs différentes résistances et leur comportement lors de leur exposition aux flammes. Il existe de nombreux matériaux et certains d’entre-eux proposent des performances plus ou moins élevées à la température. D’autres répondent à des normes officielles comme la norme V0 ou UL94 qui justifient de leur capacité à être retardateur de flamme. Les filaments grands gagnants Si vous venez de consulter la vidéo, je pense que vous n’avez plus aucun doute sur la capacité des matériaux répondant à des normes de retard de flamme. Le Polymaker PolyMax™ PC-FR gagne largement l’expérimentation et c’est tout à fait normal. La combustion de l’échantillon s’est arrêté en a peine 10 secondes ce qui montre tout l’intérêt et les capacités de ce matériau qui répond à la norme V0. Plus généralement, les matériaux brandés avec le terme (FR : Flame Retardant) donnent souvent de très bons résultats. N’hésitez pas cependant à vérifier les normes dans les fiches techniques ou de sécurité afin de vous assurer que ces filaments ont subi des tests officiels permettant d’obtenir des certifications. On notera aussi des matériaux comme le PC-ABS Rail, qui est un matériau technique développé par le fabricant Français Nanovia et qui répond, en plus des normes antifeu, aux normes ferroviaires. Filament 3D PolyMax Tough PC-FR Noir 1.75mm – 1 kg Le filament PolyMax PC-FR Noir de Polymaker est un Polycarbonate retardateur de flamme avec la norme UV94V V0. Découvrir ce produit Filament 3D Nanovia PC-ABS Rail (EN 45545-2) – 1.75mm – 500 g Le Nanovia PC-ABS Rail est un filament normé NF EN 45545-2 spécifiquement conçu pour le secteur ferroviaire qui respecte les normes d’ininflammabilité et de non-dégagement de fumée. Découvrir ce produit Pourquoi utiliser un filament retardateur de flamme ? Le principal intérêt étant dans la sécurité des utilisateurs lors de l’utilisation du produit fabriqué à partir de ce filament. Dans de nombreux secteurs industriels, on retrouvera ces matériaux. Dans la conception de boîtiers électroniques par exemple, il sera toujours important d’utiliser des plastiques non inflammables. On retrouvera aussi ces besoins dans l’aérospatiale, l’aéronautique, l’automobile, etc. Conclusion Les imprimantes 3D professionnelles sont nécessaires pour imprimer des matériaux techniques comme des PC-FR ou des PC-ABS à cause de leur complexité d’impression. Le fabricant Raise3D qui propose cette expérimentation sur les filaments retardateur de flamme dispose d’une gamme de matériels permettant l’impression des matériaux technique, comme la Raise3D Pro3 ci-dessous. Imprimante 3D Raise3D Pro3 La Raise3D Pro3 est forgée dans les traces de la Pro2 avec vos lots de nouveautés et notamment un système de têtes d’extrusion indépendantes, le nivellement du plateau automatique et un Air Manager intégré pour la gestion de l’air et de la température à l’intérieur de l’imprimante 3D. Découvrir ce produit
Cura 5 : Largeur de lignes variables et autres nouveautés ?
Cura 5 : Largeur de lignes variables ? Introduction Anciennes limitations Largeur de ligne variable Conclusion LinkedIn Facebook Twitter WhatsApp Email La nouvelle version de Ultimaker Cura 5.0 apporte de nombreuses nouveautés et notamment une amélioration de son algorithme de slice pour booster ses taux de succès d’impression. Charly, notre expert, vous présente les nouveautés présentent dans cette nouvelle version et vous parle en détail du changement d’algorithme de cette version. Les raisons et les avantages pour vous de passer à la nouvelle version si vous avez une imprimante 3D. Cura 5.0Limitations des versions précédentes La nouvelle version de Cura intègre un élément majeur qui est la refonte de son algorithme de découpe. Celui-ci vient corriger une faiblesse des anciennes versions. En effet, avant la version 5 de Cura, vous pouviez obtenir des pièces avec certaines fragilités et pour imprimer plus vite, vous le faisiez surtout au détriment du temps d’impression. Cura 5.0Largeur de ligne variable Voici le nom de ce nouvel algorithme développé par l’éditeur : Arachne. Après de longs mois de recherche et de tests, Cura se dote de son nouvel algorithme de découpe. On ne va pas se le cacher, celui-ci à pour but d’optimiser l’impression 3D métal avant toute chose. Mais cela apporte aussi à tous les matériaux avec de forts taux de compression, un taux de succès beaucoup plus important. Par ailleurs, il sera possible d’imprimer des pièces avec des détails beaucoup plus fins. Cet algorithme fait varier lui-même la largeur de ligne et cela permettra d’éviter, par exemple, d’avoir une zone vide entre deux lignes par exemple, il épaissira ou réduira la largeur des deux lignes pour qu’elles soient collées ensemble. Cette nouveauté rendra naturellement les pièces plus résistantes. Je vous laisse découvrir tout cela dans la vidéo de Charly ci-dessus. Conclusion Ultimaker Cura reste un des slicers le plus utilisé pour découper les pièces et modèles 3D. De nombreuses évolutions changent encore la donne de cette technologie relativement jeune. Cette nouvelle version va ouvrir de nouvelles portes à l’impression 3D. Vous avez essayé Cura 5 ? Dites-nous ce que vous en pensez en commentaire et les résultats que vous avez obtenus.
Orientation impression 3D : Meilleures pratiques et astuces
Orientation impression 3D : Bonnes pratiques et astuces à connaître Introduction Précision dimensionnelle Temps de fabrication Résistances Qualité de surface Conclusion LinkedIn Facebook Twitter WhatsApp Email Abordons ensemble un sujet très important : L’orientation des pièces en impression 3D. Cela semble souvent simple à première vue, mais il existe de nombreuses contraintes et avantages qu’il faut savoir prendre en compte. L’orientation de vos modèles aura des effets différents si vous possédez une imprimante 3D filament ou résine. Nous allons essayer de répondre à l’ensemble de ces contraintes dans ces deux technologies. Ces paramétrages afflueront sur la précision et la qualité générale de vos impressions mais aussi sur leur résistance et les temps de production. D’où l’importance de bien orienter vos modèles 3D avant de les imprimer. Orientation impression 3DOptimiser la précision dimensionnelle La précision dimensionnelle est un besoin souvent réel avec des imprimantes 3D professionnelles. Cette stabilité géométrique dépend de la technologie et des matériaux utilisés. En FDM, l’axe Z est généralement plus précis que ces autres axes, bien orienté sa pièce pour profiter de ce fait permet toujours de gagner en stabilité. En outre, il existe du matériel très précis, comme les Raise3D Pro3 Plus qui permettent déjà d’obtenir des pièces très précises. En augmentant la surface de contact de votre pièce sur le plateau, vous limiterez les vibrations de la pièce et augmenterez ainsi la stabilité dimensionnelle. Dernier point, la première couche est souvent sur écrasée pour améliorer l’adhérence au plateau de votre impression. N’hésitez pas à utiliser un radeau (raft) pour limiter cet effet. En résine, la précision dimensionnelle est plus complexe à appréhender. Le facteur principal sera le choix de l’orientation de la pièce, mais il sera important de bien gérer votre temps d’exposition, la température d’utilisation de votre résine ainsi même que le temps de nettoyage de vos pièces (l’alcool pouvant faire gonfler vos modèles imprimés). Orientation impression 3DTemps de fabrication On cherche tous à gagner du temps et la bonne orientation d’une pièce peut vraiment vous aider. Limiter les supports permet souvent de gagner un temps d’impression précieux. Cette logique est valable dans les deux technologies, seulement le porte-à-faux minimum en filament est de 45 degrés et plutôt vers 60 degrés en résine (ces valeurs varient suivant plusieurs paramètres et les matériaux utilisés). Alors, il est important de privilégier une orientation de votre pièce qui limitera fortement l’utilisation de support. En plus du temps d’impression, il faudra penser à retirer les supports et nettoyer les pièces ce qui augmentera d’autant plus le temps de traitement. Orientation impression 3DRésistances des pièces 3D La résistance générale des pièces imprimées en 3D dépend de plusieurs facteurs et le principal sera tout de même l’axe Z. La liaison intercouche des impressions est la zone de fragilité principale de vos impressions 3D. Avec ces deux technologies, filaments ou résines, vos modèles sont imprimées couche par couche et la liaison entres ces dernières est fragile. Il est donc important d’imprimer en ayant en tête le sens des couches afin de limiter la fragilité de ces technologies. Le reste de la résistance de vos pièces dépendra des matériaux utilisés. Orientation impression 3DQualité de surfaces La qualité de surface dépendra du sens des couches et plus vos couches seront épaisses et plus celles-ci seront visibles. Afin d’obtenir un rendu le plus parfait possible il est important de choisir une épaisseur fine (c’est encore plus vrai avec le filament). Avec une imprimante 3D résine, naturellement vous obtiendrez de très bons résultats et un bel état de surface de vos pièces. Avec du filament, nous vous recommandons de choisir un matériau qui donnera un bel effet final à votre pièce 3D. Enfin, avec les imprimantes 3D FDM, il sera intéressant de pousser un maximum l’orientation de vos pièces pour rendre vos surfaces planes le plus horizontale possible avec le plateau. Cela évitera au maximum l’effet de « marche » que vous aurez si votre pièce est positionnée avec un angle. Conclusion Tout ceci pour mettre en avant que le positionnement d’une pièce sur votre plateau n’est pas si simple que cela peut paraître. Cela aura un impact direct sur le coup ou sur le temps de traitement des pièces. Nous recommandons grandement une formation 3D de vos équipes pour que ces questions soient étudiées en amont, dès la conception des pièces mais aussi pendant les phases de prototypages ou de pré-industrialisation.
Comment recuire le PLA pour améliorer vos impressions 3D ?
Comment recuire le PLA et améliorez vos impressions 3D Mauvaises performances du PLA Qu’est-ce que le Tough et Ultra PLA ? Pourquoi recuire le PLA ? Les prérequis pour recuire le PLA Méthodes de cuisson du PLA Conclusion LinkedIn Facebook Twitter WhatsApp Email Le PLA est un matériau d’impression 3D fantastique : n’importe quelle imprimante 3D est capable d’imprimer du PLA. Les utilisateurs de tous niveaux d’expérience peuvent l’utiliser avec facilité, et il est disponible dans un nombre étonnant de couleurs. Mais chaque matériau a des caractéristiques différentes, et bien qu’il soit incroyablement utile, le PLA ne résiste pas aux températures élevées. Il suffit de laisser une impression en PLA dans une voiture chaude pour qu’elle se ramollisse et se déforme, et si vous vous trouvez dans un endroit suffisamment chaud, l’impression 3D peut s’effondrer sur elle-même ou rétrécir de façon étrange. Heureusement, il existe des dérivés de PLA et des méthodes pour améliorer les performances de votre filament préféré. Filament 3D PLA Ultra Noir Forshape Industrial – 1.75mm – 750g Le PLA Ultra Noir de la gamme Forshape Industrial est un matériau technique avec des propriétés comparables à celles de l’ABS après recuisson. Découvrir ce produit Filament 3D PLA Tough Blanc Forshape – 1.75mm – 750g Le filament PLA Tough Blanc est un filament PLA renforcé qui permet d’obtenir des propriétés mécaniques proches de celles de l’ABS. Découvrir ce produit Recuire PLAQu’est-ce que le PLA Tough et PLA Ultra ? Ce sont tout deux des améliorations du PLA standard. Ils sont composés en très grande partie comme le PLA et disposent de quelques additifs leur donnant des propriétés intéressantes. Le PLA renforcé (ou Tough), comme le PLA Tough Blanc de Forshape permet d’améliorer les propriétés mécaniques par rapport à un PLA standard. Celui-ci sera plus proche d’un ABS mais gardera la mauvaise résistance thermique du PLA. Le PLA Ultra (ou PLA-X), comme le PLA Ultra Forshape Industrial, est un matériau qui se rapproche du Tough mais avec une capacité naturelle pour être recuit et qui limitera la déformation lors de la cuisson. Nous sommes donc face à 3 types de PLA différents, avec des caractéristiques différentes et un comportement de cuisson (annealing) différent. PLA standard Le PLA Standard dispose de propriétés mécaniques et thermiques relativement faible. Recuisson : Améliore moyennement l’isotropie mécanique générale de l’impression et sa résistance thermique. PLA Tough Le PLA Tough a des résistances mécaniques plus proche de l’ABS et thermique relativement faible. Recuisson : La recuisson du Tough donne un matériau plus proche de l’ABS mécanique et thermiquement mais subira des déformations lors de la cuisson. PLA Ultra Un matériau à recuire et très proche de l’ABS une fois ces étapes réalisées. Recuisson : Le PLA Ultra est spécialement développé pour être recuit. Il profitera de résistances proches de l’ABS et ne subira que très peu de déformation lors de la recuisson. Recuire PLAPourquoi recuire le filament PLA ? Nous l’avons déjà vu depuis le début de cet article mais le PLA souffre de propriétés thermiques basses et de ce fait il résistera mal et ramollira dès 40/50°C. De plus, ce matériau bénéficie de propriétés mécaniques intéressantes tout de même. C’est celui qui sera le plus rigide et intrinsèquement le plus cassant. Cependant, comme tous les matériaux il subit une faible liaison inter couche après impression. La cuisson post impression permet de lier les couches entres-elles et va naturellement augmenter la résistance en Z du modèle 3D. Pour améliorer les qualités de nos impressions, nous devons réorganiser leurs chaînes moléculaires pour les rendre mieux rangées, c’est-à-dire, plus similaires aux polymères cristallins. Majoritairement toutes les impressions sont amorphes et une cuisson post impression permettra de rendre vos impressions cristalline (cela n’est pas toujours vrai, et dépend des matériaux et des procédés différents pour chacun). Recuire PLAPréparer vos impressions 3D avant cuisson Avant de lancer votre modèle en impression, il est important de bien préparer en amont votre pièce. En plus des précautions de nettoyage nous vous recommandons de faire attention au remplissage utilisé pour votre impression. Note : Si vous utilisez du PLA Ultra, vous pouvez garder un comportement d’impression « normal », ce matériau étant prévu pour être cuit, il ne subira que de légère déformation. Pour la PLA et le PLA Tough, nous vous recommandons de remplir à 100% votre impression et de choisir un motif de remplissage simple (comme la ligne) pour éviter au maximum des trous ou espace à l’intérieur de votre modèle. Une autre méthode, plus proche de l’impression métal reviendrait à mettre un nombre de coques infinies. Enfin, avant la cuisson, nous vous recommandons fortement de procéder au nettoyage complet de la pièce. Supprimer bien les supports et les traces ou résidus de colle que vous pourriez avoir sur votre modèle. Recuire PLAMéthodes de cuisson du PLA Effectuer la cuisson d’un objet imprimé en PLA est simple mais elle doit être réalisée correctement. Nous allons voir ici deux méthodes différentes. La première est adaptée au PLA Ultra Forshape et la seconde plus générique demandera d’avantages d’essais pour parvenir à de bons résultats. Cuisson du PLA Ultra 1. Préchauffez votre four à convection (ventilation-chaleur tournante) à précisément 110°C 2. Quand le four est chaud et la température stable, insérez rapidement votre objet imprimé (Astuces : conserver les supports pour la cuisson) dans le four et démarrez un minuteur. Nous recommandons de poser l’objet sur une feuille d’aluminium ou équivalent. Pour des petits objets avec des coques fines et un remplissage standard, programmez 20 minutes. Pour des objets plus grands avec des coques épaisses et davantage de densité, programmez 60 minutes. 3. Lorsque l’objet a terminé sa cuisson, ne retirez pas l’objet immédiatement mais laissez-le refroidir lentement dans le four éteint jusqu’à retomber à une température ambiante.. 4. Récupérez votre objet, (retirez les supports) et vous avez maintenant une pièce en PLA Ultra parfaitement recuite et cristallisée uniformément. Cuisson ou Annealing général Trouvez un récipient allant au four (comme un bol en verre ou en métal) plus grand que votre pièce imprimée en 3D et laissant au moins
Comparatif imprimante 3D Creality 2022 : Faites le bon choix

Comparatif imprimantes 3D Creality 2022 Introduction Comparaison de modèles Volume d’impression Extrusion Températures Nivellement automatique Conclusion LinkedIn Facebook Twitter WhatsApp Email Nous vous proposons cet article pour vous aider à choisir le modèle qui vous conviendrait le mieux. Ce comparatif des imprimantes 3D Creality porte sur les modèles d’imprimantes que nous avons sélectionné et que nous commercialisation de la marque. Nous réalisons une pré-sélection pour vous proposer le matériel qui nous semble le plus intéressant pour vous. Ainsi, vous ne retrouverez pas dans cet article tous les modèles Creality. Enfin, si vous vouliez acheter une imprimante 3D pour vous équiper, ce guide d’achat vous permettra de dégrossir certains axes et traits de comparaison des différentes gammes et modèles. Nous sommes à votre disposition pour vous conseiller le modèle qui vous conviendrait le mieux, n’hésitez pas à nous contacter. Comparatif imprimante 3D CrealityCaractéristiques techniques Voici une comparaison rapide sous forme de tableau qui se base sur 3 modèles que nous affectionnons et que nous vous conseillons d’adopter. Ender 3 V2 Ender 3 S1 & S1 Pro CR-10 Smart Pro Volume d’impression 220 x 220 x 250 mm 220 x 220 x 270 mm 300 x 300 x 400 mm Précision 100 microns 100 microns 100 microns Vitesse maximale 150 mm/s 150 mm/s 180 mm/s Matériaux compatibles PLA, ABS , PETG PLA, ABS , PETG, Flexible, Composites (Pro) PLA, ABS , PETG, Flexible, Composites Type d’extrusion Tube bowden Direct Drive Direct Drive Nivellement Manuel Automatique Automatique Température d’extrusion 240 °C 250 / 300 (Pro) °C 300 °C Température plateau 100 °C 100 / 110 (Pro)°C 110 °C Surface d’impression Verre Builtak Flexible / PEI flexible (Pro) PEI flexible (Pro) Prix 249€ TTC Acheter 440 / 530 € TTC Acheter 750 € TTC Acheter Maintenant, penchons-nous sur les différents aspects techniques des machines et regardons de plus prêt les plus importants. Cela pourra vous aider à choisir l’imprimante 3D la plus proche de votre besoin. Comparatif imprimante 3D CrealityVolume d’impression Avec les imprimantes 3D de Creality, il existe clairement deux classes de taille pour leurs machines : standard et grand format. La série Ender avec la Ender 3 V2 et Ender S1 (Pro) ont la même taille de plaque de construction utilisable de 220 mm par 220 mm, mais l’Ender 3 S1 (Pro) gagne 20 mm supplémentaires sur l’axe Z, ce qui fait de sa hauteur de construction de 270 mm une alternative intéressante à la hauteur de construction de 250 mm de la Ender 3 V2. En comparaison, la gamme CR-10 (dont la CR-10 Smart Pro), propose un volume d’impression beaucoup plus important (30x30x40cm) ce qui permet de réaliser des impressions 3D beaucoup plus grandes. Le volume est une question de besoin et il sera différent pour chacun. Une imprimante 3D avec un plus grand volume sera aussi plus complexe à régler et à calibrer. C’est un point important qui mérite d’être réfléchis. Comparatif imprimante 3D CrealityExtrusion Il existe plusieurs système d’extrusion pour les imprimantes 3D. Creality propose d’origine une extrusion Bowden que l’on retrouve sur l’ensemble des « anciens » modèles. La Ender 3 V2 est équipée d’une extrusion Bowden ce qui lui confère peu de bon résultats avec des filaments flexibles par exemple. Car ce filament souple doit être poussé vers la buse, ce qui cause souvent des problèmes. Au contraire, la nouvelle gamme S1, S1 Pro et Smart Pro se dote de la toute nouvelle tête d’extrusion Sprite de Creality. Une extrusion Direct Drive parfaite pour tous les matériaux et qui rendra très facile l’impression de TPU avec de très bons résultats. Comparatif imprimante 3D CrealityTempératures La température est un point important et qu’il ne faut pas sous estimer. Une bonne température plateau vous aidera à imprimer des pièces techniques avec des matériaux moins standards, comme la température d’extrusion. Ainsi, si vous ne voulez pas vous limiter aux matériaux de base, nous vous conseillons fortement de prendre des imprimantes 3D avec une températures plateaux au moins de 100°C et une extrusion au dessus de 250°C. Comparatif imprimante 3D CrealityNivellement automatique Un point dont on entend souvent parler sur les forums et les réseaux sociaux. Le nivellement automatique est à double tranchant et fait souvent oublier aux clients les bonnes pratiques liées à l’impression 3D. Un mauvais nivellement du plateau, même avec un capteur automatique vous offrira de mauvais résultat. C’est pour cela que nous apprécions les imprimantes 3D Creality. Il propose sur leur modèle petit budget une imprimante totalement manuelle où vous apprendrez les bonnes pratiques et les bonnes méthodes de calibration. Et des modèles plus récents, disposant tous de la double calibration. Une première manuelle pour vous assurer du nivellement du plateau, et la compensation automatique qui viendra vérifier et valider une calibration fine de la surface d’impression. Conclusion Enfin, pour conclure se comparatif, il est temps de vous dire celle que nous préférons. Nous avons un faible pour la Creality Ender-3 S1 Pro, son petit encombrement, et toutes les nouveautés de Creality en termes d’extrusion, de température et le revêtement PEI en font une petite imprimante ultra polyvalente. Dites nous ce que vous en pensez en commentaire et quelle imprimante 3D Creality vous possédez si vous êtes déjà équipé.
Mises à jour officielles (RaiseTouch) pour écran Raise3D

Mises à jour officielles RaiseTouch pour écrans Raise3D Introduction Nouveautés des mises à jour Corrections de bug Nouveaux matériaux E2CF Conclusion LinkedIn Facebook Twitter WhatsApp Email Depuis peu, un ensemble de mise à jour RaiseTouch correctives et apportant des nouveautés ont été distribué pour les imprimantes de la marque. Comme souvent après une sortie produit, des mise à jour sont proposées aux utilisateurs afin de proposer des améliorations et de corriger certains bugs logiciels (firmware). Les mises à jour RaiseTouch disponibles aujourd’hui proposent une belle listes de nouveautés et de corrections pour les imprimantes 3D Raise3D. Nous allons en passer quelques unes en revues. Mise à jour RaiseTouchNouveautés et améliorations RaiseTouch De nouvelles améliorations ont été apporté aux différents firmwares écrans RaiseTouch, on retrouve des mises à jour sur presque toutes les imprimantes : Raise3D Pro3, E2 et E2CF. Pour la série Pro3 ainsi que la E2CF, les améliorations sont continues et reprennent principalement les différents fonctionnalités de ces nouvelles imprimantes. On y retrouve, entres autres, le bed leveling automatique, le logiciel EVE ou encore des configurations suivant les matériaux et/ou filaments utilisés. Sur la E2, les améliorations portent sur l’ajout de nouvelles fonctionnalités comme la possibilité de passer la purge lors du déchargement d’un filament. L’export des templates des filaments déjà présents sur l’imprimante. Téléchargez et placez le fichier dans le répertoire racine d’une clé USB 2.0 formatée en FAT32 ou d’une carte SD. (Ne modifiez pas le nom du fichier) Puis redémarrez la machine pour appliquer la dernière mise à jour. RaiseTouch 1.6.1 – Pro3 seulement Técharger le fichier Ajout de la mise à niveau automatique du lit. Ajout de guides de calibrage de l’offset intégré. Ajout du calibrage des paramètres du filament. Ajout de la fonction « Pause automatique si une porte est ouverte ». Ajout d’un assistant intelligent au bout de vos doigts. Ajout du « Mode d’économie d’énergie » en un seul clic. Ajout du « Refroidissement externe ». Ajout du « Capteur de fin de filament ». Le micrologiciel de la carte du contrôleur de mouvement et le micrologiciel de la carte du contrôleur de l’extrémité chaude sont mis à jour. RaiseTouch 1.5.1 – E2 seulement Técharger le fichier Ajout d’un plus grand nombre de réglages des paramètres de la caméra. Une fonction de saut pour l’impression séquentielle a été ajoutée. Optimisation de la méthode de reliure RaiseCloud et augmentation de la méthode de reliure par code de vérification. Ajout d’une fonction d’exportation de modèles de filaments. Ajout d’une fonction de connexion préemptive à distance ideaMaker. Programme d’amélioration de l’expérience de l’utilisateur. Ajout d’une fonction de préchargement de saut. Serveur RaiseCloud pour la Chine RaiseTouch 1.6.0 – E2CF seulement Técharger le fichier Ajout d’un nivellement automatique du lit. Ajout d’une fonction de gestion des gabarits de filaments. Un guide de calibrage de l’offset intégré a été ajouté. Ajout d’une fonction permettant de « mettre en pause l’impression » lorsque la porte est ouverte, une fois la fonction activée. Ajout d’un paramètre de temporisation du chauffage de la buse. Possibilité pour les utilisateurs de contrôler l’imprimante à distance via RaiseCloud. De nouveaux filaments imprimables pour l’E2CF : PPA CF, PPA GF, PPA Support ont été ajoutés. Mise à jour RaiseTouchCorrection de bugs Sur la série Pro3, ils annoncent plusieurs corrections de bug par rapport au firmware de base dont ceux ci : Parfois, la buse était trop éloignée de la plaque de construction lorsque l’option « Right Z Probe Offset » était activée dans l’assistant de calibrage de l’offset. Ce problème est corrigé. Correction du fait que le calibrage PID ne pouvait pas démarrer. Lorsque la tâche d’impression était en pause, il arrivait qu’elle ne reprenne pas après la mise hors tension de la récupération. Ce problème est résolu. L’échec de l’enregistrement des données de nivellement du lit a été corrigé. Le problème d’affichage du numéro de série de l’extrémité chaude a été corrigé. Parfois, le chargement et le déchargement du filament ne pouvaient pas être arrêtés. Ce problème est résolu. L’imprimante ne pouvait pas imprimer lorsqu’un seul hot end interchangeable était installé. Ce problème est corrigé. Correction du problème selon lequel l’assistant AI Eve dans des langues autres que l’anglais ne pouvait pas répondre aux messages de l’utilisateur. Correction de la collision dans la direction X lors de l’exécution de « Right Z Probe Offset » avec une buse différente de 0,4 mm Sur la version E2, vous trouverez quelques corrections intéressantes aussi : Correction de l’échec de la mise à jour de la carte du contrôleur de mouvement N2 v1.4.2. Correction de l’échec de la récupération de la perte de puissance dans certains cas. Correction du fait que le résultat de l’étalonnage de la valeur de décalage XY de E2 est biaisé dans la version 1.4.3. Correction du problème que certaines versions d’ideaMaker ne sont pas compatibles avec la fonction d’impression séquentielle. Correction de certains problèmes d’affichage.Correction du problème selon lequel RaiseCloud occupe trop de bande passante. Nouveaux matériaux E2CF La gamme de matériaux E2CF est étoffé avec l’intégration des PPA-CF, PPA-GF et du PA12 Support qui viennent compléter la gamme de matériaux techniques imprimables sur la Raise3D E2CF. Les PPA-CF et GF sont des Nylon améliorés avec un apport en fibre de carbones ou verres suivant la déclinaison. Le PA12 Support est quant à lui, un matériau support utilisable avec une large gamme de PA6 et PA12. Conclusion Nous vous recommandons toujours d’effectuer les mises à jour que proposent le fabricant afin de bénéficier des dernières corrections et des dernières améliorations. Vous profiterez alors d’un matériel qui vous proposera le maximum de fonctionnalité et avec une meilleure fiabilité.
Meilleur fichier test pour votre imprimante 3D
Meilleurs fichiers tests pour votre imprimante 3D Introduction Fichier test officiel Le fameux Benchy Cube XYZ Tour de température Conclusion LinkedIn Facebook Twitter WhatsApp Email Qu’importe l’imprimante 3D que vous possédez, vous souhaitez certainement réaliser des tests de calibration ou simplement trouver les meilleurs paramètres d’impressions pour votre machine ou vos filaments. Avec ces fichiers de tests pour votre imprimante 3D, vous trouverez des fichiers de tests de calibration, des fichiers de tests de températures et des fichiers de tests généraux. Alors, si vous avez acheté une imprimante 3D il y a peu, nous vous proposons quelques tests pour bien calibrer et préparer votre imprimante 3D. Il existe bien évidement des dizaines, voir des centaines de tests différents sur les sites de téléchargement de fichiers STL. Nous n’allons pas tous les voir ou découvrir. Le but étant ici de vous proposer une petite sélection qui vous permettra déjà d’effectuer les principaux réglages de votre imprimante et de vos Slicers. PLA qui ne colle pas au plateau ? Les solutions ? Sur le même sujet : Vous ne savez pas pourquoi vos impression 3D en PLA ne colle pas bien au plateau lorsque vous imprimez. Nos astuces spécifiques en plus dans ce guide dédié. Lire le guide maintenant Fichier test imprimante 3D#1. Le fichier de test fabricant Aussi surprenant que cela puisse paraitre, nous recommandons souvent à nos clients d’imprimer en premier lieu le fichier de tests que vous trouverez sur la clé USB ou carte SD livrée avec l’imprimante. En effet, le premier fichier de test de votre imprimante est celui fourni avec l’imprimante. Il n’est pas forcément complexe et ne va pas forcément vérifier toutes les calibrations fines de votre matériel. Il permettra cependant de vérifier que votre imprimante est fonctionnelle et que le plateau est bien calibrer par exemple. Fichier de test Ce fichier de test fabricant est souvent disponible sur la carte SD ou la clé USB livré avec votre imprimante. Téléchargement : Clé USB ou carte SDAuteur : FabricantNotre avis : Essentiel lors du déballage du matériel. Fichier test imprimante 3D#2. Le Benchy Ce fichier STL de test pour imprimante 3D est très connu car c’est un des premiers qui est apparu et qui permet de tester beaucoup de point de votre imprimante 3D et de ses calibrations. Ainsi vous pourrez vérifier votre extrusion, les overhangs ou encore le stringing. Ce fichier est l’un des plus populaires et un test très complet pour améliorer vos calibrations et vos paramètres slicers. Fichier de test Ce fichier de test développé depuis longtemps et reconnu par la communauté. Téléchargement : ThingiverseAuteur : CreativeToolsNotre avis : Parfait pour améliorer ses résultats dès les premières impression. Fichier test imprimante 3D#3. Cube XYZ Ce fichier cube test pour imprimante 3D a été développé et conçu pour vérifier la précision dimensionnel de votre imprimante 3D. Il permettra de tester d’autres calibrations et surtout les plus classiques. L’important avec de test et de pouvoir obtenir des pièces les plus précises possibles et il vous permettra de modifier vos steps/mm. Fichier de test Ce cube de test pour imprimante 3D est parfait pour tester la précision dimensionnel de votre machine. Téléchargement : ThingiverseAuteur : iDig3DprintingNotre avis : Parfait pour améliorer la précision de l’imprimante. Fichier test imprimante 3D#4. Tour de température La tour de température est un test qui vous permettra de trouver la température d’extrusion idéale pour votre filament 3D. En effet, toutes les marques ne propose pas forcément toutes les mêmes plages de températures pour le même matériau. La composition peut être différente par exemple et il existe aussi de nombreux matériaux avec des propriétés différentes. Dans tous les cas, votre imprimante nécessitera des tests pour définir la température avec laquelle vous obtenez le meilleur résultat et ce test est parfait pour la trouver. Fichier de test Une tour de température idéale pour trouver le bon réglage et les bons paramétrages à utiliser pour votre filament. Téléchargement : ThingiverseAuteur : GaazoleeNotre avis : Parfait pour trouver la température d’extrusion de votre filament. Conclusion Nous n’avons parlé ici que de quelques tests seulement, il en existe énormément comme nous vous disions au début de cet article. Ceux-là, sont pour nous, les plus courants et les plus importants pour une bonne prise en main de votre imprimante 3D. En cas de soucis avec la calibration de votre matériel, nous vous recommandons de regarder nos tutoriels vidéos sur la chaîne Youtube de Polyfab3D.
Top 7 accessoires indispensables pour imprimante 3D

7 accessoires indispensables pour votre imprimante 3D Introduction Mobilier & Caisson Contrôle d’humidité Solution d’adhésion Buses & plateaux Pièces détachées Logiciel de contrôle à distance Scanner 3D Conclusion LinkedIn Facebook Twitter WhatsApp Email Qu’importe le contexte, il est important de bien comprendre l’intérêt de bénéficier d’accessoires indispensables pour votre imprimante 3D. Dans cet article, nous allons traiter le sujet des imprimantes FDM à dépôt de filament. Si vous avez ou compté acheter une imprimante 3D, cet article vous éclairera sur des accessoires complémentaires à la pratique de l’impression 3D. En outre, le contexte est large et assez varié. Les objectifs et les moyens dépendent de chacun et peuvent facilement varier entre le grand public et un professionnel. C’est pourquoi, nous allons essayer dans chaque section de proposer des alternatives plus ou moins coûteuses / performantes afin que vous puissiez faire votre choix avec le plus de justesse possible. #1. Mobilier et caisson pour votre imprimante 3D Les imprimantes 3D Raise3D, comme la Pro3 par exemple, bénéfice d’une enceinte fermée et n’ont pas besoin d’être mise sous caisson comme pourrait l’être des imprimantes comme la Ender-3 S1. Un caisson augmente la capacité thermique de l’imprimante et permettra de faciliter l’impression des matériaux. Il permet aussi souvent de filtrer les particules et d’augmenter la sécurité en évitant les dommages corporels. Enfin, pour les imprimantes 3D professionnelles, il existera des meubles dédiés qui permettront non seulement de poser l’imprimante à une bonne hauteur de travail mais aussi de ranger et d’organiser le matériel d’impression et les accessoires de l’imprimante. Accessoire Imprimante 3D Station de travail pour Raise3D Pro3/Pro2 De qualité industrielle, cette station de travail ergonomique (62 x 96 x 59,5 cm) vous permet d’installer votre Pro2 ou Pro3 à une hauteur optimale. Découvrir ce produit Accessoire imprimante 3D Caisson Ender 3 series – anti bruit et filtrant Capot antibruit (réduction de 5db) et filtrant (HEPA) pour imprimantes 3D Ender-3 série. Fabriqué en France, ce capot est le compagnon idéal de votre Ender-3. Découvrir ce produit #2. Contrôle de l’humidité Les filaments 3D pour votre imprimante sont souvent sensibles à l’humidité. Il est recommandé de les protéger de l’humidité et, pour certains, de les sécher avant utilisation pour garantir la qualité d’impression. Ainsi, il existe sur le marché des boîtes et du matériel vous permettant de protéger vos filaments et matériaux de l’humidité. Ces derniers permettent de déshumidifier vos bobines et de prévenir leur dégradation dans le temps. Si vous utilisez régulièrement des matériaux avec de fortes intolérances à l’humidité comme le filament PVA par exemple, nous vous conseillons fortement de posséder une solution ci-dessous. Accessoire Imprimante 3D Polybox – Boîte de stockage de filaments La PolyBox de Polymaker est une boîte de stockage pour filaments 3D conçue pour contrôler et absorber l’humidité afin de préserver la qualité des matériaux. Découvrir ce produit Accessoire imprimante 3D Creality Drybox La boîte de séchage filament 3D développée par le fabricant Creality vous permet à la fois de chauffer et déshumidifier vos filaments. Découvrir ce produit #3. Solutions d’adhésion L’impression des matériaux, comme le filament PLA, ne nécessite généralement pas de solutions d’adhésion. Seulement, certains filaments plus techniques ont besoin d’une colle ou d’une laque afin de garantir une meilleure accroche de la pièce sur le plateau de l’imprimante 3D. Il existe de très nombreuses solutions d’adhésion. Nous vous proposons la gamme Magigoo qui a comme intérêt principal de proposer des colles performantes et spécifiques pour les matériaux techniques. Ainsi vous retrouvez des colles dédiées comme la Magigoo Pro Flex, la Magigoo Pro PA, la Magigoo Pro PC, Magigoo Pro PP ou encore la Magigoo Pro Metal. Accessoire Imprimante 3D Magigoo Original – 50 ml – Adhésif plateau La colle Magigoo Original est une solution d’adhésion plateau de qualité professionnelle et performante. Découvrir ce produit #4. Buses et plateau de remplacement Au même titre que vous avez toujours une bobine de filament d’avance, il vous sera utile de posséder quelques consommables en amont. Par exemple, le plateau de votre imprimante peut s’abîmer si vous utilisez un mauvais produit d’entretien ou avec un coup de spatule. Votre buse peut se boucher et être fortement dégradée avec l’utilisation d’un filament abrasif. Nous vous recommanderons de toujours veiller à avoir quelques consommables d’avance si vous ne voulez pas avoir de soucis de production. C’est toujours une sécurité. Aussi, un second plateau ou revêtement d’impression vous permettra lors de la fin d’une impression, de laisser refroidir le premier plateau pendant que vous installez le second et relancer l’impression d’une pièce. Accessoire Imprimante 3D Lot de 24 Buses Laiton MK8 Forshape Lot de 24 Buses laiton MK8 de la marque Forshape est un ensemble de buses de plusieurs diamètres. Il est compatible avec un très grand nombre d’imprimantes 3D FDM. Découvrir ce produit #5. Pièces détachées et de remplacement Un point très complémentaire au simple fait de posséder quelques buses d’avance et d’investir dans un lot de pièces détachées et de maintenance. Cette recommandation d’accessoires indispensables est orientée vers les imprimantes 3D professionnelles. En effet, un professionnel voulant réaliser de nombreuses impressions et ne voulant pas être dépendant de problèmes de maintenance ou de panne pourra réparer lui-même très rapidement son imprimante 3D. Il n’est pas nécessaire de posséder tout le catalogue de pièces détachées de votre imprimante 3D, mais quelques-unes, les plus courantes, permettent de faire face rapidement à une situation gênante. #6. Logiciel de contrôle à distance Parfois les imprimantes 3D sont équipées de connexion réseau (filaire ou Wifi) permettant de relier votre imprimante 3D à internet. Cela apportera de l’aisance dans la gestion des projets et dans le suivi des impressions. Il sera, par exemple, possible de voir l’impression en cours grâce à la webcam, de lancer ou d’arrêter un print à distance ou bien de connaître des informations sur les temps d’impression ou sur les maintenances à faire sur le matériel. Chaque logiciel est différent et propose de nombreuses fonctionnalités variées. Nous pouvons vous conseiller et vous apporter notre connaissance technique sur des solutions disponibles sur le marché. #7. Un scanner 3D comme accessoire indispensable Posséder un scanner 3D peut être un vrai
Obtenir des pièces transparentes en impression 3D

Comment obtenir des pièces transparentes en impression 3D ? Introduction Qu’est-ce que c’est ? Choix technologique Paramétrages Post-traitements Conclusion LinkedIn Facebook Twitter WhatsApp Email Le besoin d’obtenir des pièces transparentes en impression 3D se fait souvent ressentir par nos clients qui en ont besoin dans des cas très précis d’utilisation. Les fabricants proposent des filaments et des résines de différentes coloris et avec lequel il est souvent facile d’arriver à vos fins en termes de finitions. Cependant, l’impression de pièces transparentes posent toujours question et il n’est jamais vraiment évident de savoir comment procéder. Nous allons tenter de vous répondre avec cet article dédié à l’impression 3D de pièces transparentes. Qu’est-ce qu’une impression 3D transparente ? Une impression 100% transparente sera compliqué à obtenir avec l’impression 3D. On parle plus souvent de pièces translucides dans le sens où les contraintes actuelles de l’impression 3D poussent le développement de pièces plus ou moins transparentes suivant la pièce et les paramètres choisis. On trouve ces pièces dans la conception de matériel lumineux, de lentilles et d’optiques ainsi que dans le domaine médical. Dans un but esthétique, la fabrique de contenants, de bouteilles ou de boitiers est souvent réalisée avec de la transparence. Obtenir des pièces transparentes avec l’impression 3D Pour obtenir des résultats de transparences intéressants avec l’impression 3D il faut d’abord se pencher sur la technologie en elle-même. La fabrication additive repose sur le principe de couches superposées les unes par rapport aux autres. Plus vous aurez des couches épaisses et moins votre modèle sera transparent. Ainsi, une question primordiale doit se poser avant même de choisir le bon matériau. Quelle technologie est à privilégier ? Filament Les imprimantes 3D FDM proposent une large gamme de matériaux différents et vous pourrez ainsi imprimer du PETG ou bien du PC ou PP tout en gardant des impressions transparentes. Cependant, les couches plus épaisses de cette technologie peuvent être un frein, ainsi que le post-traitement assez complexe de ces matériaux. Résine Les imprimantes 3D résines proposent des impressions avec un très forts niveau de détails. Souvent préférées dans la fabrication de pièces 3D avec des formes plus organiques. Elles permettent l’impression de couches très fines mais rendra certaines pièces mécaniques plus complexes à imprimer. Paramétrez vos pièces transparentes Ainsi, pour faciliter l’impression 3D de pièces transparentes avec un résultat le plus probant possible, nous vous conseillons de vous pencher sur ces premiers paramètres. Commencez par réduire au minimum l’épaisseur de couche afin de voir le moins possible les lignes et couches de l’impression. Ensuite, vous pouvez baisser le nombre et l’épaisseur des parois en FDM. En résine, comme vous utiliserez une résine transparente, vous n’aurez pas besoin de jouer sur les parois. De même pour le remplissage, avec votre filament transparent, il est recommandé d’utiliser un remplissage le plus faible possible. Choix du bon matériau Le choix du matériau est très important dans la réussite de l’impression d’une pièce transparente. Nous vous conseillons de partir vers des matériaux translucides. Ainsi, il existe, par exemple des filament comme le Polylite PETG transparent ou le Polylite PC transparent. En résine, vous retrouverez la résine Formlabs Clear, la résine Elegoo Standard Transparente ainsi que les résines BAST ST 45M par exemple. Post-traitement pour obtenir plus de transparences Le but de ces opérations de post-traitement et d’optimiser et d’améliorer l’effet de transparence des pièces imprimées en 3D. Nous allons voir 3 procédés qui permettent d’améliorer la translucidité des pièces et qui sont plus techniques. Ponçage et polissage Le ponçage d’une pièce permet de supprimer un maximum les lignes et couches restant visible à la surface de l’objet afin de le rendre le plus lisse possible. Le ponçage et le polissage de l’objet sont assez long à réaliser et peuvent être très compliqué suivant la forme et le type de matériaux. Vaporisation de vernis Vous pouvez vaporiser sur vos pièces un vernis uréthane acrylique par exemple qui permettent de lisser et d’apporter une forte protection aux UVs (très pratique avec la résine pour éviter qu’elle ne jaunisse). Cette méthode est à combiner avec un ponçage pour obtenir de meilleurs résultats et des pièces très transparentes. Dépôt de résine Enfin, avec des pièces disposant de surfaces planes ou presque, il sera possible de redéposer une très fine couche de résine sur la pièce afin de combler les pores et de lisser la pièce. Attention à ne pas polymériser votre pièce avant d’appliquer la nouvelle couche de résine. Conclusion La fabrication de pièces transparentes en impression 3D dépend surtout du modèle et de sa conception. La technologie choisie donnera plus ou moins d’avantages suivant les pièces que vous désirez obtenir. Nous sommes là pour vous conseiller et nous pouvons aussi réaliser pour vous des pièces tests afin que vous puissiez vous rendre compte du ou des résultats.
Calibrations Elegoo Saturn et Saturn S

Calibration de son imprimante 3D Elegoo Saturn S et Elegoo Saturn Introduction Calibration axe Z Paramétrages des résines Tests de torture Conclusion LinkedIn Facebook Twitter WhatsApp Email Elegoo est un des fabricants leader dans l’impression 3D résine et qui a su démocratisé cette technologie ces dernières années. Ses imprimantes 3D sont très appréciées du grand public et des professionnels et quêtes de machines performantes avec un tarif raisonnable. Nous allons voir dans ce guide, les bonnes astuces et comment réaliser la calibration de votre imprimante 3D Elegoo Saturn S et Elegoo Saturn. imprimante 3D RÉSINE Imprimante 3D Elegoo Saturn S La Elegoo Saturn S est une imprimante 3D résine 4K haute définition et haute précision. Découvrir ce produit La bonne calibration de votre imprimante 3D résine vous permettra d’obtenir toujours de meilleurs résultats et de limiter l’usure prématurer de votre matériel. En outre, il y a peu de calibrations en résine comparé aux autres technologies mais il est important de bien le faire pour que tout soit fonctionnel au mieux. La calibration principale est celle de l’axe Z et du « home » de l’imprimante. Cette calibration est similaire à toutes les imprimantes 3D résines Elegoo. Ensuite, il existe des fichiers de calibration ainsi que des paramètres recommandés pour l’impression des différentes résines. Cela vous permettra d’obtenir de bons résultats suivant la résine et les modèles que vous souhaitez imprimer. Calibration de l’axe Z et du home Vous trouverez sur la vidéo ci-dessus (à partir de 1 minute), la procédure de calibration de l’axe Z de votre imprimante 3D. Le but étant de faire en sorte que le plateau soit totalement parallèle et vienne se coller au plus près du FEP. Vous devez dans un premier temps, desserrer les vis du plateau afin que celui-ci puisse se déplacer librement sur ces axes. Ceci permettra au plateau de venir se plaquer efficacement sur l’écran lors de sa descente. Ensuite, il est important de placer la feuille de calibration qui est fournie avec l’imprimante et qui vous permet de simuler l’épaisseur du FEP (Attention à bien retirer le bac de résine pour effectuer l’opération). Veuillez alors, cliquer dans le menu tactile « Home » (icone Maison). Le plateau va descendre jusqu’à se poser à plat sur la feuille de calibration. À ce moment là, posez votre main à plat sur le dessus du plateau afin que celui-ci ne bouge pas et reste bien plaqué pendant que vous revissez les vis de maintien. L’opération est finie et vous pouvez désormais remonter votre plateau et repositionner le bac de résine de l’imprimante. Choisir les bonnes calibrations pour vos résines Elegoo fourni un fichier Excel (voir ci-dessous) contenant les paramètres d’impression et les temps pour chacune de ces résines. En effet, suivant le modèle d’imprimante que vous utilisez et suivant le type de résine ou la couleur de cette dernière, les durées d’exposition peuvent varier. Avec votre imprimante Saturn ou Saturn S, vous pouvez partir sur une base de 30 à 40 secondes pour les premières couches. Attention, si vous sentez que l’impression reste collée sur le FEP plutôt que sur le plateau, vous pouvez augmenter cette durée de quelques secondes. De plus, il est important de prendre en compte que ces paramètres sont définis pour une résine étant utilisé à sa température optimale (entre 25 et 30°C). Tableau Excel des paramètres d’impression pour les résines Elegoo. Voir le guide Enfin, ce fichier Excel vous donnera une bonne base pour comprendre les différentes résines et réussir vos impressions. Des résines plus techniques comme les résines BASF demanderont plus de recherche et vous pourrez facilement doubler voir tripler les temps d’exposition pour obtenir de bons résultats. Torture tests et optimisation des calibrations Vous trouverez aussi sur ce lien un ensemble de tests vous permettant d’optimiser vos réglages ou de trouver les réglages parfait pour votre imprimante résine. Ces tests de tortures vous permettront de trouver les bonnes durées d’exposition, les réglages pour les porte-à-faux ou encore des tests de stabilité. Cela fera surement parti d’un article suivant où nous vous présenteront les réglages et tests à effectuer pour optimiser le paramétrage de votre imprimante. Conclusion La calibration machine des imprimantes 3D résines n’est pas très complexes et dépend surtout du bon positionnement du plateau. La complexité réside souvent dans l’utilisation des bons paramètres par rapport à la résine utilisée et surtout à la bonne utilisation du logiciel (orientation de la pièce, choix et positionnement des supports, etc).
Tuto CHITUBOX : Les supports pour l’impression 3D en résine (SLA / LCD)
CHITUBOX SETTINGS : Tout savoir sur les supports en impression 3D résine. Les supports sur Chitubox en vidéo Pourquoi des supports ? Les pentes et inclinaisons maximums Les structures de support Conclusion Share on linkedin LinkedIn Share on facebook Facebook Share on twitter Twitter Share on whatsapp WhatsApp Share on email Email L’impression 3D en résine nécessite souvent l’usage de supports pour pouvoir fonctionner. Ces supports d’impression 3D ne sont pas toujours évident à utiliser, nous allons vous guider en précisant les différents rôles des supports ainsi que leur paramétrage. Les exemples seront pour ce guide, réalisé sur le logiciel Chitubox mais le principe général est valable pour la totalité des logiciels de slice. Que vous utilisiez Lychee, Z-Suite, HalotBox ou V-lare, apprenez à bien maîtriser vos paramètres de supports. Réalisez des impressions 3D en résine sans défaut et sans trace de support grâce à nos conseils et nos astuces. Améliorer vos supports d’impression 3D sur Cura 3d Si vos impressions 3D PLA nécessitent du supports, le guide, tutoriel dédié a ce sujet devrait vous interesser. Vidéo de notre expert à l’appui. Lire le guide maintenant En utilisant certaines fonctionnalités de Chitubox, il est facile d’optimiser vos projets d’impression. Que ce soit en imprimant à plat, en modifiant les paramètres d’angles et de densité ou en modifiant les structures de supports, suivez ces astuces au travers de ce guide mais également en vidéo. La logique de gestion des supports que vous retrouvez dans cet article s’applique à la majorité des slicers et des imprimantes 3D résines, comme la Halot-One, la Halot Sky ou des imprimantes Elegoo Mars 3 ou Elegoo Saturn. Vidéo introduction aux supports sur Chitubox : Nos conseils et settings de support pour vos impressions 3D résine Pourquoi des supports ? L’impression 3D en résine, qu’elle soit de type SLA ou LCD nécessite souvent l’usage de support pour différents aspects de la fabrication. La construction par couches successives crée parfois des zones fortement inclinées ou isolés. Ils sont également cruciaux pour la fabrication de nombreuses géométries rien que pour leur rôle dans l’adhérence. Le contact avec le plateau doit être optimal de manière à prévenir le décrochage des objets en cours de fabrication et les supports vont aussi contribuer à cela. Les méthodes d’impression 3D résine privilégie souvent la réduction des zones « plates » et larges. Cette nécessité technique va générer une inclinaison naturelle de vos impressions 3D, d’où l’importance de ces supports dans ces circonstances ou l’objet ne touche même pas le plateau. Avant d’entrer dans le vif du sujet via Chitubox, ce sont ces différents éléments « théoriques » que nous allons creuser dans cette première partie. À quel moment utiliser du support ? Pentes et inclinaisons Lors de la fabrication d’objet 3D, il est courant de nécessiter la création de zones à pentes fortes. Celles-ci sont bien sûres variables selon l’orientation de votre modèle mais reste souvent présente. On considère généralement qu’une inclinaison de 45°C est la limite à respecter pour obtenir de bons résultats. En réalité, cela est très variable et dépend de nombreux facteurs. Déjà, l’épaisseur des couches que vous allez demander va modifier les capacités de création de zones inclinées. Ils seront également particulièrement nécessaires pour augmenter l’accroche de certains modèles avec un faible contact avec le plateau. Island (Point isolé) Le terme de island ou île correspond assez bien en termes d’image pour illustrer cette notion. En impression 3D, il arrive fréquemment que lors de la création de vos couches successives, certaines zones apparaissent « de nulle part ». En effet, ces zones qui apparaissent correspondent à un élément de votre modèle 3D qui n’est pas relié au reste du modèle et qui débute dans le vide. Le terme island correspond par conséquent aussi à la première couche de votre modèle 3D. La notion d’island correspond à la création d’une partie du modèle 3D qui prend entièrement appui sur du support. Il est donc important de bien travailler ces zones avec un support suffisamment dense. Le contact avec le plateau / Impression penchée ? L’impression 3D SLA (couramment inversé, et cela a son importance), DLP, ou LCD a une principale faiblesse. Le risque de décrochage, de chute du modèle en cours de fabrication. Lors de l’impression, entre chaque durcissement de couche, le plateau réalise une remontée de manière à décrocher la couche fraîchement fabriquée du FEP pour la déposer sur le modèle 3D. À ce moment précis, une force d’aspiration est générée. L’effet ventouse que peut produire cette remontée crée un fort risque de décrochage. C’est pour cela qu’il est recommandé de limiter la taille des zones à fabriquer. En inclinant les modèles comme on le précisait précédemment, cela limite cet effet ventouse dans le but de fiabiliser nos impressions 3D. Le fait de fabriquer tête en bas, ajoute à cela de devoir aussi lutter contre la gravité. C’est pour toutes ces raisons qu’il n’est pas recommandé d’imprimer directement vos modèles à plat directement sur le plateau. L’ajout systématique d’un espace de vide sous les modèles 3D, rempli par des supports est la solution que proposent par défaut les logiciels de découpe comme Chitubox. À vous de gérer l’inclinaison de manière à trouver le bon compromis entre supports et risque de décrochage. Dans certains cas, la base de fabrication est adaptée ou alors l’effet ventouse produit est suffisamment faible pour maintenir une bonne adhérence, il est possible d’imprimer directement à plat sur le plateau. Attention dans ce dernier cas à la surexposition de vos premières couches qui vont avoir une tendance à légèrement « gonfler » et fausser les propriétés dimensionnelles. Les évidements ou mode hollow Le principe de l’évidement ou du hollowing correspond à la transformation de votre modèle 3D en un objet creux. Le mode hollow propose une épaisseur de coques à créer et un évidement des zones pleines restantes. De manière plus concrète, le mode hollow consiste en un remplissage à 0% de votre modèle 3D. Cet évidement va lui aussi générer des possibles island située à l’intérieur du modèle 3D. Ces islands sont
Top 10 des astuces sur Cura 3d

TOP 10 de nos astuces sur Cura 3d L’analyseur de profils Le settings guide Les Cura project La mise à plat L’étirage La largeur de ligne L’épaisseur de couches de remplissage Rendre les porte à faux imprimable Utiliser les couches adaptatives Les supports arborescents Share on linkedin LinkedIn Share on facebook Facebook Share on twitter Twitter Share on whatsapp WhatsApp Share on email Email Notre expert Charly vous dévoile le top 10 des astuces les plus utiles sur le logiciel Cura 3d. Ce logiciel de découpe extrêmement connu et apprécié est adapté a de nombreuses imprimantes 3D FDM. Nous souhaitons ici vous transmettre nos astuces les plus simples et efficaces pour améliorer votre expérience de l’impression 3d. Suivez ces quelques conseils, astuces et recommandations pour réduire vos temps d’impression, améliorer la qualité de vos impressions ou encore mieux gérer vos profils d’impression. Améliorer vos supports d’impression 3D sur Cura 3d Si vos impressions 3D PLA nécessitent du supports, le guide, tutoriel dédié a ce sujet devrait vous interesser. Vidéo de notre expert à l’appui. Lire le guide maintenant En utilisant certaines fonctionnalités de Cura 3d, il est facile d’optimiser vos projets d’impression. Que ce soit en travaillant les flux d’extrusion, les structures de supports, les épaisseurs variables ou des fonctionnalités cachés du logiciel Cura, découvrez au travers de ce TOP10 de Cura nos meilleurs conseils et astuces. Notre TOP 10 en vidéo Top 1 : L’analyseur de profils d’impression Cette fonction « Profile Analyser » est accessible depuis l’onglet extension du logiciel Cura. Elle permet d’afficher les principaux paramètres de la totalité de vos profils d’impression sous forme de tableau en ligne. Cette extension est pratique lorsque vous souhaitez mieux comprendre les variations entre les différents profils proposés. Mais aussi si vous souhaitez utiliser de manière plus performante vos profils d’impression personnalisés ou importés (comme les profils du fabricant de filament Forshape par exemple ). Top 2 : Le settings Guide (Guide de Cura) Ce guide de Cura 3d est également accessible depuis l’onglet extension du logiciel. Il liste la totalité des paramètres du logiciel et donne une explication sur la fonction concernée. Ce settings guide de Cura est une importante et riche source d’information, il offre toutes les notions et connaissances pour bien maîtriser votre paramétrage. Il a également l’avantage de s’afficher depuis l’interface standard, au simple survol de la souris. Top 3 : Les projets Cura (sauvegardez vos prints 3d) La possibilité d’enregistrer des projets au format cura project est véritablement utile et pratique. Plutôt que d’enregistrer des fichiers « gcode » qui deviennent alors inutilisables sur Cura, il est possible d’enregistrer des projets Cura. Ces sauvegardes de projet incluent non seulement le modèle 3d mais aussi le filament utilisé, l’agencement, et le paramétrage complet. Ce fichier .Curaproject est modifiable, dans le sens ou vous pourrez non seulement ouvrir et consulter le détail des paramètres utilisés mais aussi y apporter des modifications. Il est aussi possible de ne récupérer que le fichier STL depuis ce type de format de sauvegarde. Vraiment pratique. Top 4 : Fonction de mise à plat du modèle 3D La fonction de mise à plat automatique proposée par Cura 3d permet de facilement orienter son modèle selon son besoin. En sélectionnant cette fonction; il suffit alors de cliquer sur la face que l’on souhaite mettre en contact avec le plateau pour que la rotation et le positionnement du fichier STL soient réalisés. Top 5 : L’étirage (ou ironing), le lissage des couches horizontales L’option de l’étirage disponible dans l’onglet « haut bas » du menu personnalisé offre une réelle amélioration de la qualité de vos impressions 3d. Sur Cura, il est possible d’activer cette fonction afin d’utiliser la chaleur de la buse pour effectuer un lissage des couches horizontales. En haut de la photo, on voit une version lissée et une version standard sur le bas. Pensez à augmenter légèrement l’épaisseur de vos coques « haut » ou dessus afin de réduire l’effet de visibilité du remplissage. Top 6 : La valeur de largeur de ligne Le paramètre de largeur de ligne correspond habituellement au diamètre de la buse utilisée. Il est néanmoins possible de jouer avec cette valeur afin de créer une légère sous extrusion permettant un dépôt plus fin. Ou au contraire, d’augmenter la valeur afin de créer une sur extrusion qui va offrir un dépôt plus large. Avec une buse de 0,4 mm, on peut raisonnablement faire varier cette valeur entre 0,35mm et 0,5mm. Il est également possible d’utiliser une largeur de ligne différente selon les zones, fin sur les zones visibles détaillées et plus large sur le remplissage par exemple. Top 7 : L’épaisseur des couches de remplissage Le fait de pouvoir modifier cette valeur d’épaisseur des couches du remplissage est très intéressant pour une optimisation des temps d’impression. En rendant possible le fait de différencier l’épaisseur des couches du modèle du 3D de celle de son remplissage, Cura permet de réduire le temps passé à la fabrication de celui-ci. On recommande de ne pas dépasser 0,32mm d’épaisseur (pour une buse de 0,4mm) soit, des couches générales à 0,16mm. Si vous travaillez en 0,10, il est alors possible de doubler ou même tripler cette valeur. Top 8 : Rendre les porte à faux imprimable Cette possibilité qu’offre le mode expérimental du logiciel Cura consiste en une analyse des zones en porte à faux de votre modèle 3D. Cura va ensuite modifier ces zones de manière à les créer de manière plus progressives, avec un porte à faux plus faible. En créant des pentes jouant le rôle de soutien, ce paramètre permet de réaliser certaines impressions sans supports. Top 9 : Utiliser des couches adaptatives Le mode « utiliser des couches adaptatives » permet d’adapter l’épaisseur des couches selon la géométrie de votre modèle 3D. Cura va réduire ou augmenter l’épaisseur des couches selon les inclinaisons et formes du modèle 3D. Un utilisant comme valeur de base, celle qui est inscrite dans le profil sélectionné, Cura va pouvoir modifier partiellement cette valeur et adapter les couches imprimées à la difficulté
Comment améliorer son impression 3d ?
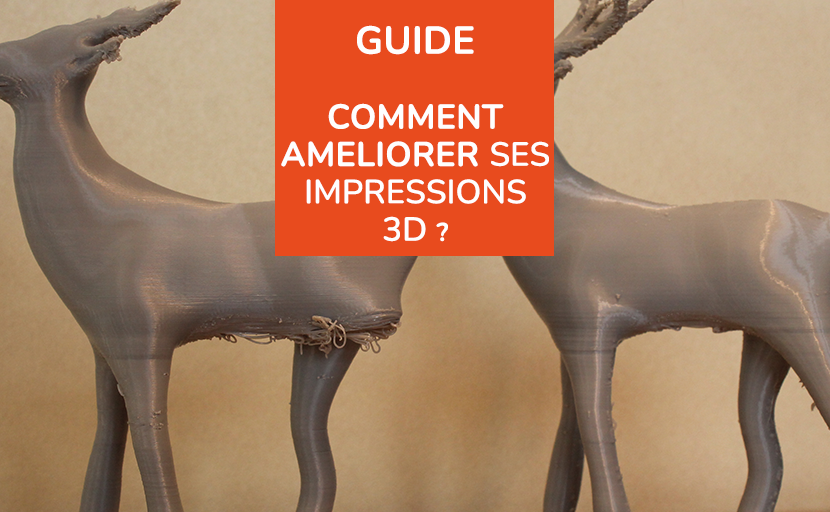
Guide : Comment améliorer le rendu de vos impressions 3D ? Introduction Améliorer impression 3d en vidéo L’imprimante (réglage et entretien) L’orientation des modèles 3D L’épaisseur des couches Les jointures ou cicatrices La ventilation Cas particuliers Conclusion Share on linkedin LinkedIn Share on facebook Facebook Share on twitter Twitter Share on whatsapp WhatsApp Share on email Email Améliorer impression 3d : Les imprimantes 3D FDM et l’impression 3D de manière plus générale a de nombreux avantages mais cette technologie de fabrication 3D connaît aussi certaines limites. La fabrication couche par couche, le fait de travailler un plastique fondu engendre des limites techniques qui créent des aspérités visuelles. L’impression 3D (tout comme l’injection) laisse un certain nombre de traces visible sur vos objets. Dans cet article, nous allons tenter de bien cerner ces limites afin de maximiser et améliorer les résultats et la qualité de vos impressions 3d. Améliorer vos supports d’impression 3D sur Cura Si vos impressions 3D PLA nécessitent du supports, le guide, tutoriel dédié a ce sujet devrait vous interesser. Vidéo de notre expert à l’appui. Lire le guide maintenant En travaillant certains paramètres et en valorisant certains positionnements, il est possible de modifier sans effort la qualité de vos résultats. Nous allons donc voir comment améliorer vos impressions 3D pour offrir le meilleur rendu visuel. En utilisant des paramètres ou logiques simples, bénéficiez d’améliorations importantes sur vos impressions 3d PLA mais pas uniquement. Les informations transmises sont valables pour la majorité des filaments d’impression 3D. Les tests ont été réalisés en impression 3D PLA, les bobines de PLA utilisées sont des filaments PLA Forshape (Noir et Gris clair). FILAMENT FORSHAPE Filament PLA Gris clair Forshape – 1.75mm – 750 g € Avis de notre expert 5/5 Le filament PLA Gris clair Forshape de fabrication européenne est un PLA Premium à un prix abordable. Forshape PLA Gris clair – 1.75mm – 750 g Forshape PLA Noir – 2.85mm – 750 g Nos astuces en vidéo pour améliorer ses impressions 3d L’entretien / les réglages de votre imprimante 3D pour améliorer impressions 3d Les premiers aspects à prendre en compte lorsque l’on cherche à rendre meilleur ses résultats d’impression 3d sont liés à l’entretien de l’imprimante. 1- L’état de la buse Son bon ou mauvais état va conditionner fortement les résultats de vos impressions 3D. Utiliser une buse propre est le premier facteur sur lequel il faut être attentif. Une buse encrassée ou obstruée va à elle seule, dégrader fortement vos résultats d’impression. En créant plus ou moins de sous-extrusion ou des dépôts de plastique carbonisés, l’utilisation d’une buse sale va déjà rendre complexe la fabrication d’un modèle 3D de la meilleure qualité. Une buse usagée, élargie par l’usure va également générer une sorte de sous extrusion. Du fait de l’incohérence entre le flux de filament et la largeur de sortie réelle. Buse obstruée = sous extrusion Buse sale = dépot de particules carbonisées 2- L’extrudeur (extruder – alimentation – feeder) Avoir un extrudeur propre et bien réglé est également un facteur clé pour maximiser et améliorer vos impressions 3D. Un extrudeur encrassé va avoir tendance à être moins efficace sur les mouvements de filaments. Il pourra créer des défauts irréguliers et augmente fortement le risque de grinding. De la même manière, un extrudeur mal « calibré » peut aussi causer certaines problématiques d’entraînement du filament. Un filament trop écrasé ou au contraire, pas suffisamment entraîné va accentuer les risques de défaut d’impression. Un extrudeur qui écrase trop le filament va généralement faire « claquer », débrayer votre moteur d’extrusion. Un filament trop peu entraîné aura tendance à patiner pendant les mouvements d’extrudeur d’aller et retour, particulièrement les plus rapide. Rapidement cela entraînera une interruption de l’extrusion et pourra poser des difficultés tels que le blocage de filament dans le système. Il est important d’être vigilant sur la tension apportée sur le filament 3d. Dans le cas de l’utilisation d’un filament flexible, il peut être intéressant d’accentuer cette pression pour tenir compte de la faible dureté du filament. La gestion de la pression est généralement modulable via la compression d’un ressort et d’une vis. 3- Les tensions courroies et les axes. Afin d’améliorer toujours plus la qualité de vos impressions 3d, il est important d’avoir une imprimante qui soit bien entretenue. Vérifier la bonne tension de ses courroies ainsi que le bon fonctionnement des systèmes mobiles est crucial pour fiabiliser et augmenter la qualité et la précision de vos résultats d’impressions. Améliorer vos impressions 3D: L’orientation des modèles 3D Le second point qui va fortement impacter l’aspect et le résultat visuel de vos impressions 3D est l’orientation de vos modèles 3D. L’impression 3D FDM fabrique vos objets en utilisant le principe du couche à couche. Selon l’orientation choisie, vos lignes de constructions seront donc différentes. Ce sens d’orientation va bien sûr avoir un impact sur la résistance de votre impression mais également sur son aspect et sur les zones ayant besoin de support. Réfléchir à la meilleure orientation pour son impression 3D est important. Celle-ci va considérablement impacter l’aspect final de votre modèle 3D. Utilisons ici le cas de ces 3 violons disposés différemment lors de l’impression. Impression à plat Impression à la verticale Impression oblique On constate assez facilement l’impact de cette orientation différente sur l’aspect de l’impression 3D. Non seulement les lignes ne sont pas positionnées de manière identique et cela produit une différence importante sur la gestion des courbes. (Effet de marche). Le besoin de support et les traces laissés par ce dernier vont également modifier le résultat visuel et le besoin de post-traitement. La logique étant de positionner l’objet selon les zones à privilégier / valoriser. C’est pourquoi utiliser l’impression 3D pour imprimer de manière désassemblée l’objet est parfois la meilleure option pour avoir un résultat meilleur globalement. Ici le manche a un aspect meilleur sur la version imprimée à 45°. Les 2 autres orientations génèrent un effet de marche sur la face frontale ou latérale de celui-ci. L’épaisseur des couches : Des impressions 3d plus lisse De manière assez