Tuto Cura : Réduire son temps d'impression (sans perdre en qualité)
Ce tutoriel va dévoiler quelques astuces simples et efficaces pour réduire de manière considérable son temps d’impression. Ce tutoriel a été réalisé sur Cura d’où ce nom de tuto Cura mais les informations sont aussi valables pour tous les autres logiciels de découpe comme ideaMaker, Simplify3D ou PrusaSlicer…
Imprimer en FDM nécessite de paramétrer un certain nombre de paramètres structurels du modèle mais aussi les déplacements de l’imprimante 3D. Nous allons donc utiliser ces deux aspects pour réduire les temps d’impression de la plupart des imprimantes 3D FDM.
Ces astuces seront pour certaines, applicables à la majorité des filaments 3D (Filament PLA, Filament ABS, Filament PETG…) et des configurations d’impression. D’autres seront efficaces selon votre modèle 3D ou épaisseurs de couches de base.
Tuto Cura : 3DBenchy et PLA sur Creality pour base de test
Comme indiqué précédemment, ce test va être réalisé sur l’imprimante 3D Creality CR10-S (version 2019 d’origine) puis confirmer sur la Creality Ender 3 V2.
Le matériau utilisé ici est le filament PLA, différentes marques de filament PLA standard ont été testées. D’autres filaments 3D pourront également être concernés par les paramètres modifiés dans ce tutoriel.
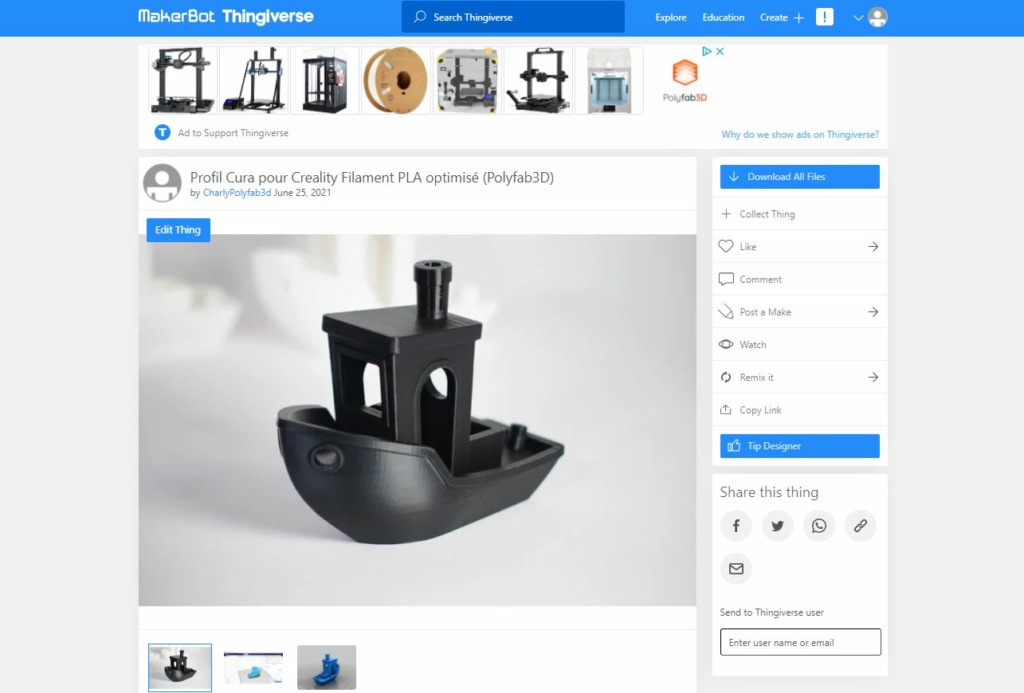
Le test d’impression en vidéo est réalisé sur le 3DBenchy à 220 % de son échelle d’origine. Le paramètre de qualité, l’épaisseur de couche choisie est de 0.16mm. Le profil et le fichier STL du 3DBenchy sont disponibles en téléchargement via le lien Thingiverse suivant :
Ce lien de téléchargement Thingiverse contient également le profil d’impression final de ce test permettant une réduction de 50% du temps d’impression. Ils sont disponibles en version Cura pour Creality. Vous n’aurez qu’à importer ce dernier depuis l’onglet profil de Cura pour pouvoir automatiquement récupérer le paramétrage utilisé pour ce tuto.
Nos conseils et astuces en vidéos
Si vous souhaitez voir étape par étape comment arriver a ce résultat et bien comprendre le fonctionnement de ce tuto Cura, cette vidéo faite par notre expert est là pour vous.
Plusieurs impressions réalisées, plus d’un 1 Kg de filament PLA utilisé mais des résultats successifs qui permettent de valider ou non le bon fonctionnement des modifications demandées. Comment passer de 17h30 à 14h puis à 11h et enfin 9h pour terminer à 8h07 de temps d’impression.
Tuto Cura étape 0 : Test du profil PLA par défaut : 0.16 mm
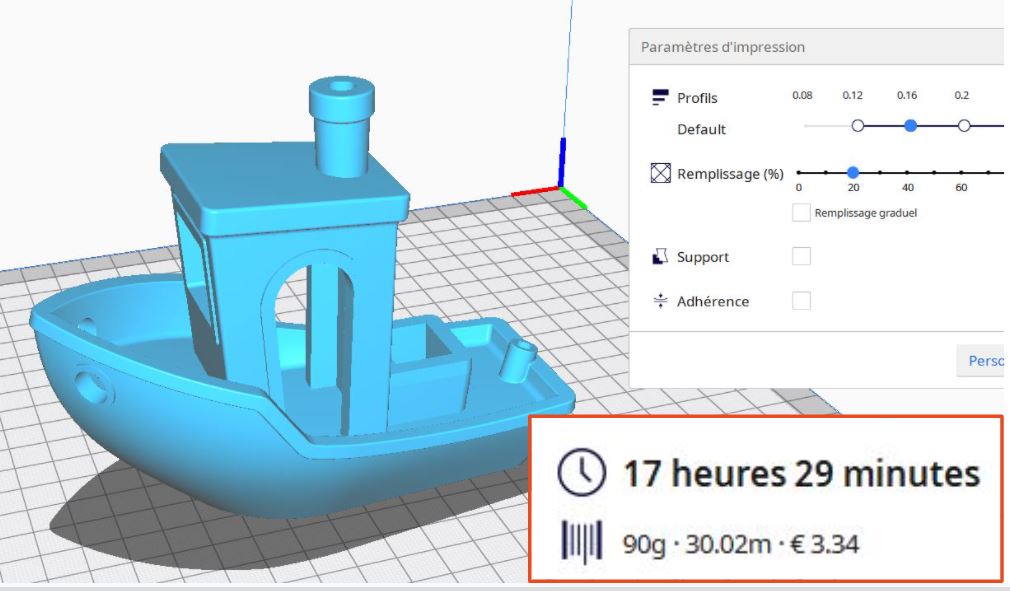
La référence de ce test est l’impression du Benchy en utilisant le profil par défaut du logiciel. La version dynamique 0.16 mm proposée par défaut par Cura pour les imprimantes Creality et le filament PLA.
Les principaux paramètres de ce profil Cura par défaut sont les suivants :
Epaisseur de couche 0.16 mm
Remplissage 20 %
Parois 3
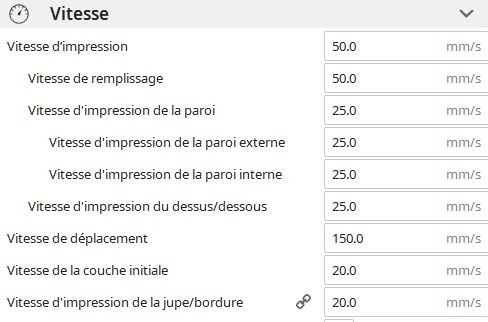
Vitesses 50 mm/s
Le temps d’impression annoncé par Cura est de 17h29 minutes pour une consommation de 90g de filament. Première étape, l’impression de ce premier 3dbenchy avec ces paramètres par défaut. Impressions réalisées sur Creality Ender3 V2 pour la photo en Polymaker Polylite noir.
L’impression par défaut révèle une belle qualité d’impression. Un rendu net et brillant. Des porte-à-faux bien gérés, une inscription nette et une bonne résistance générale.
Un résultat sans surprise et habituel quand on utilise le filament PLA et le profil dynamique (0.16mm) du fabricant Creality sur Cura.
Tuto Cura étape 1 : Largeur de ligne et nombre de paroi
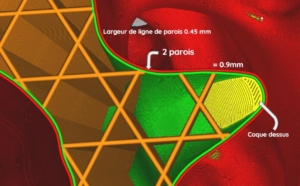
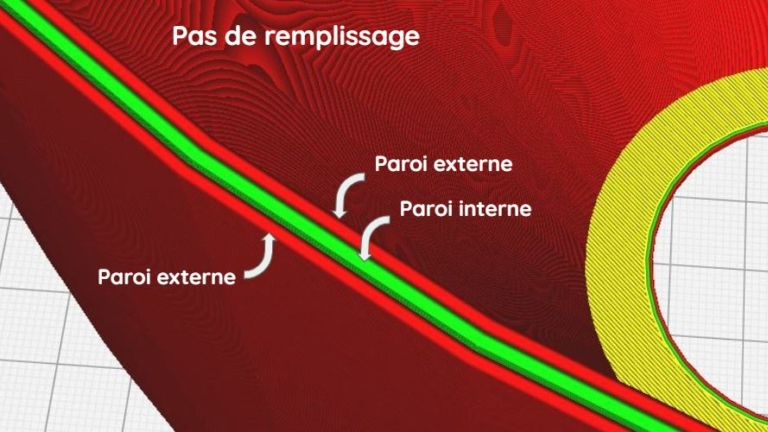
La première manipulation permettant de réduire les temps d’impression consiste à travailler ses parois, les coques de votre modèle 3D. En effet, un objet imprimé en 3D est constitué de coques et de remplissage. Il faut déjà différencier les coques considérées comme des parois (verticales) et les coques dessus dessous (horizontales).
L’astuce ici est d’économiser sur le temps passé à la réalisation des coques sans changer leur aspect et qualité visuelle.
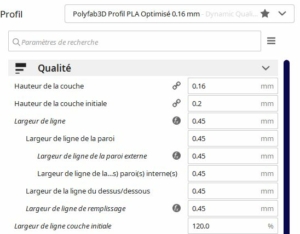
Il faudra jouer sur plusieurs paramètres :
Nombre de parois : 2
Largeur de ligne : 0.45 mm (pour une buse de 0.4 mm)
Nombre de coques dessus / dessous : 5
Tuto Cura étape 2 : Densité, motif et épaisseur de remplissage
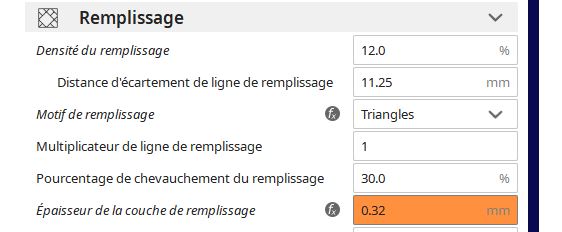
Le remplissage est l’intérieur de votre modèle 3D. Il est important lorsque l’on cherche une bonne résistance mécanique d’avoir une densité adaptée (entre 20 et 60%). Lors d’une utilisation à but davantage visuel, la densité peut déjà être réduite à 10-12 % sans risque.
Il est important d’utiliser un minimum de remplissage afin de supporter les coques qui viendront s’y déposer. Imprimer sans remplissage n’est généralement pas possible ou recommandé.
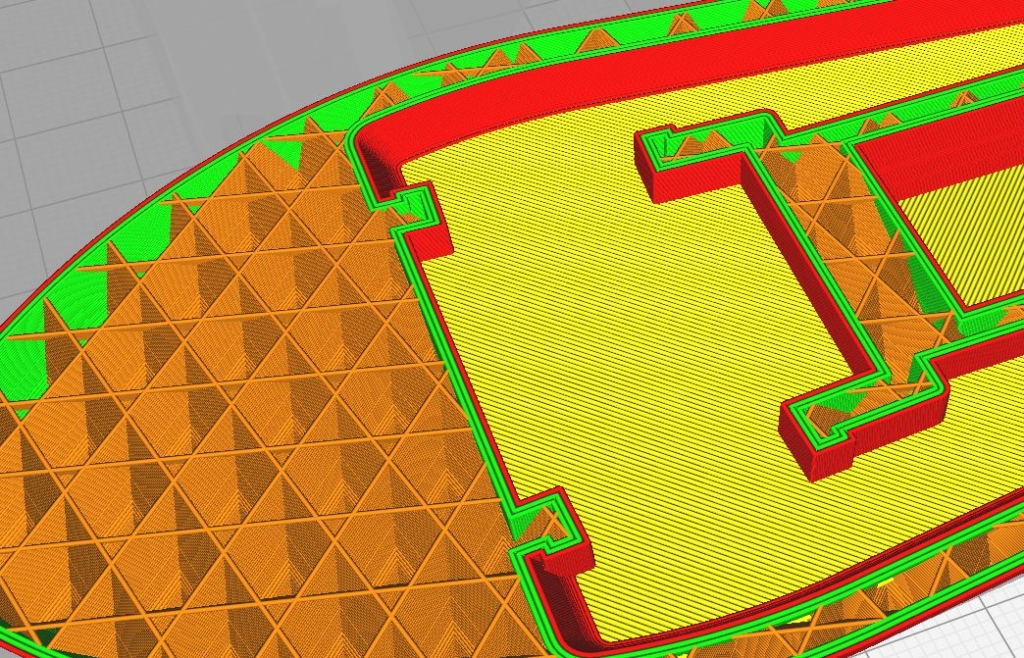
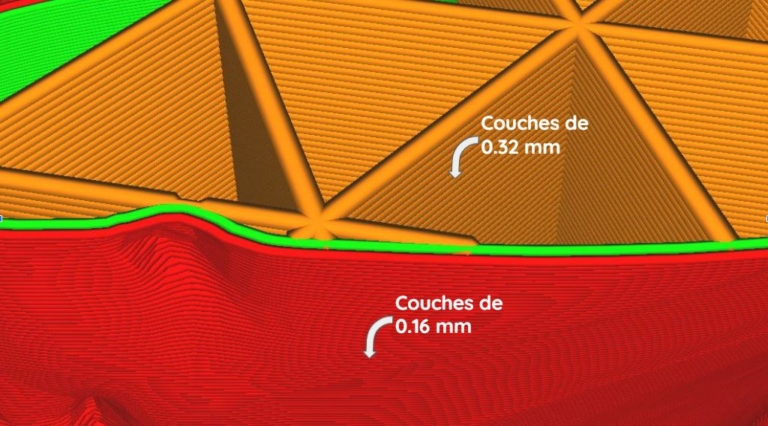
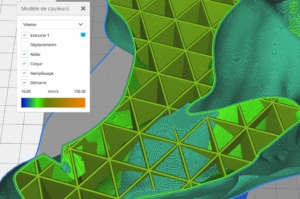
Le remplissage n’est pas visible, il est donc possible de l’optimiser et de réduire sa durée d’impression sans impacter l’aspect extérieur de l’impression. En augmentant l’épaisseur de la couche de remplissage par un multiple de l’épaisseur de couche, il est possible de produire une fabrication du remplissage une couche sur 2 ou sur 3.
Dans notre test, la valeur de base d’épaisseur de couche est de 0.16, il est possible de doubler cette valeur en la passant à 0.32 pour le remplissage. Cura affiche en orange la donnée car la valeur est limite avec la buse de 0.4 mm utilisé.
Un motif traditionnel type grille ou triangle est recommandé suite à cette modification. Certains motifs utilisent déjà un fonctionnement similaire et supporteraient moins bien cette demande.
Pour rappel :
Si vos modèles 3D contiennent seulement des zones assez fines sans véritable zone pleine, il est probable que le remplissage ne soit même pas présent dans ces zones.
Le remplissage s’installe dans votre modèle 3D à partir du moment où la largeur horizontale de la couche est supérieure au total de parois interne et externe.
Le PolyTerra PLA Noir Charbon est un filament recyclable respectueux de l’environnement conçu à base de matériaux organiques et offre une haute qualité d’impression.
Les paramètres de vitesses du logiciel Cura pour Creality sont par défaut assez simples mais efficaces. On constate deux principales vitesses 50 mm/s et 25 mm/s.
La première est utilisée pour le remplissage alors que la seconde pour les coques.
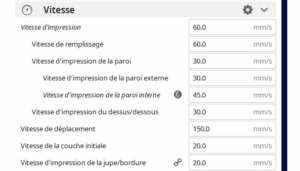
L’astuce ici va être de légèrement augmenter les vitesses générales mais surtout la vitesse des parois internes (non visibles).
Tuto Cura étape 4 : Conseils et astuces divers
Pour terminer ce tuto Cura sur l’optimisation du temps d’impression, il reste deux derniers paramètres utiles pour réduire cette durée.
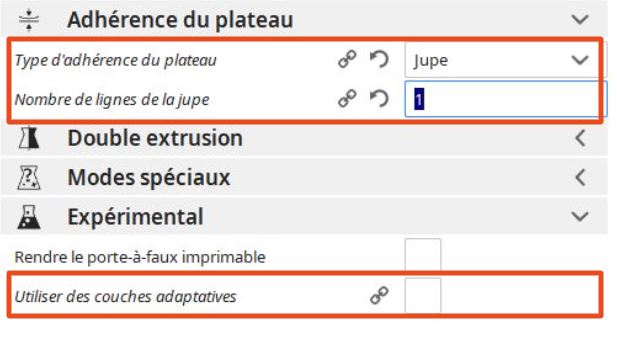
L’adhérence au plateau peut pour le cas du filament PLA être réduite à une simple jupe (1 ligne de purge autour de la buse) à condition d’avoir une bonne calibration de son offset de sa planéité.
L’autre paramètre qui n’est pas visible par défaut est « Utiliser des couches adaptatives ». Cette option est cochée par défaut dans le profil Creality intégré à Cura. Il permet d’adapter l’épaisseur des couches selon les zones de votre modèle 3D.
Désactiver ce paramètre de couches adaptatives va naturellement réduire le temps d’impression en ignorant cette demande et en respectant la valeur d’origine.
Résultats : Profil Cura par défaut vs profil Polyfab3D
L’impression réalisée avec le profil d’impression optimisé offre également un excellent rendu.
Net, précis et bien géré au niveau des porte-à-faux et overhangs.
On note un aspect plus mat sur cette version. Cette esthétique très agréable accompagne l’allègement du résultat final.
Impression en 17h29
Impression en 8h07
Conclusion : Qu'avez vous pensé de ces astuces ?
Le paramétrage du logiciel de découpe, le slicer est le facteur numéro 1 de réussite d’une impression 3D. En optimisant efficacement ses impressions, il est facile et rapide de gagner du temps à l’impression.
D’autres approches comme la maximisation de la résistance mécanique, ou bien un travail sur l’étanchéité de ces impressions ou encore leur aspect sont également accessibles lorsque l’on maîtrise efficacement son logiciel de découpe. Que ce soit Cura comme dans ce tuto mais également pour ideaMaker ou Prusaslicer.
Pour rappel le profil d’impression utilisé est disponible en téléchargement via le lien ci-dessous.
Le profil est compatible avec les imprimantes Creality, Ender 3 V2 et toutes les déclinaisons Ender mais aussi pour les CR10 ou CR6 SE, par exemple.
Attention aux paramètres de rétraction qui diffèrent légèrement pour la version CR10 v3.
LinkedIn
Facebook
Twitter
WhatsApp
Email
Commentaires
Muscat - 5 juillet 2024 à 12:21
Bonjour,
Très bien pour un modèle pré-existant, mais qu’en est-il pour un fichier Freecad?
Je ne fais que rarement des impression de 3h!
Les très petites pièces sont très bien imprimées, mais certaines pour une raison que je n’ai pas trouvée, incomplètes! Il manque taraudage ou surface de finition.
Merci pour vos conseils
Louis-Marc
PS Creality Ender V3 SE
eric - 9 juillet 2024 à 09:10
Bonjour,
Le profile n’est plus téléchargeable sur thingiverse.
Est-il possible de le retrouver autre part ?
Merci
Robin - 11 août 2024 à 15:15
Bonjour,
J’avais trouvé la vidéo sur youtube et j’avais suivi les modifications étapes par étape : bluffant d’efficassité ! MERCI !
Cependant j’ai oublié d’enregistrer le profil. J’ai voulu télécharger le profil en suivant le lien, mais sur thingiverse, dans le zip les profils n’y sont pas, et en « fichier unique », le téléchargement ne fonctionne pas.
Je pense que Thingiverse à changé les formats de fichiers partageable, un truc du genre. Pourriez-vous partager d’une autre façon le profil (dans mon cas creality) s’il vous plait ?
Un grand merci encore pour les explications et justifications. Quand on passe du niveau 0 a un peu plus expérimenté dans l’impression amateur, vos tips sont précieux !
Robin - 4 septembre 2024 à 11:48
Bonjour,
Avant tout un grand merci pour ce travail génial, qui me fait gagner du temps 🙂
Juste petite information, le lien vers les profils n’est plus utilisable : thingyverse ne permet pas le téléchargement des fichiers uns à uns pour ce « thing », et « download all files » renvoi un zip sans les profils. Pourriez-vous les partager autrement SVP ?

 4.9/5
4.9/5













































Commentaires
Bonjour,
Très bien pour un modèle pré-existant, mais qu’en est-il pour un fichier Freecad?
Je ne fais que rarement des impression de 3h!
Les très petites pièces sont très bien imprimées, mais certaines pour une raison que je n’ai pas trouvée, incomplètes! Il manque taraudage ou surface de finition.
Merci pour vos conseils
Louis-Marc
PS Creality Ender V3 SE
Bonjour,
Le profile n’est plus téléchargeable sur thingiverse.
Est-il possible de le retrouver autre part ?
Merci
Bonjour,
J’avais trouvé la vidéo sur youtube et j’avais suivi les modifications étapes par étape : bluffant d’efficassité ! MERCI !
Cependant j’ai oublié d’enregistrer le profil. J’ai voulu télécharger le profil en suivant le lien, mais sur thingiverse, dans le zip les profils n’y sont pas, et en « fichier unique », le téléchargement ne fonctionne pas.
Je pense que Thingiverse à changé les formats de fichiers partageable, un truc du genre. Pourriez-vous partager d’une autre façon le profil (dans mon cas creality) s’il vous plait ?
Un grand merci encore pour les explications et justifications. Quand on passe du niveau 0 a un peu plus expérimenté dans l’impression amateur, vos tips sont précieux !
Bonjour,
Avant tout un grand merci pour ce travail génial, qui me fait gagner du temps 🙂
Juste petite information, le lien vers les profils n’est plus utilisable : thingyverse ne permet pas le téléchargement des fichiers uns à uns pour ce « thing », et « download all files » renvoi un zip sans les profils. Pourriez-vous les partager autrement SVP ?
Merci