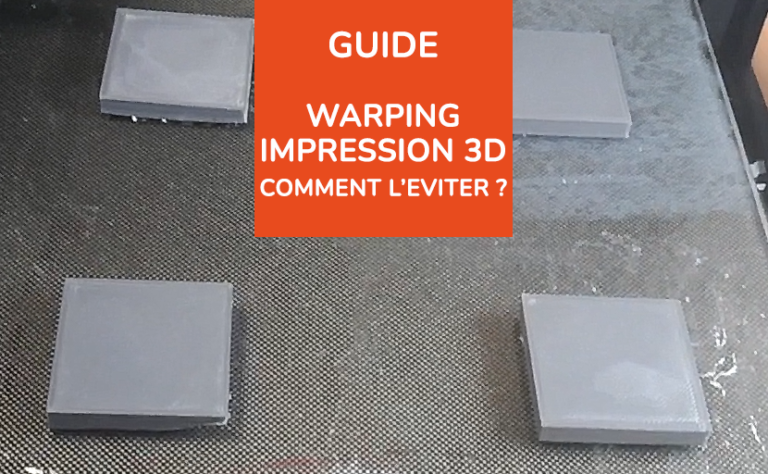
Le warping en impression 3D est un phénomène bien connu qui est responsable de la majorité des défauts et échecs d’impression. Selon l’imprimante 3D et le type de filament 3D utilisé, ce phénomène sera plus ou moins présent. Nous allons dans cet article vous guider à travers les différentes méthodes permettant de maîtriser ce warping, ce décollement de vos objets du plateau.
Plusieurs manipulations et ajustements vont agir sur ce phénomène. D’un point de vue machine déjà puis d’un point de vue logiciel. Le choix du type de filament influera également fortement sur ce comportement. Fiabiliser son adhérence plateau est nécessaire lors de l’utilisation de certains types de filaments comme l’ABS par exemple.
Le warping est un terme qui exprime un comportement propre à l’impression 3D FDM. Il est important de rappeler que le travail du thermoplastique génère souvent un phénomène de retrait. Bien connu en injection, ce retrait est pris en compte dans la fabrication des moules par exemple.
Ce retrait correspond à une dilatation du plastique qui intervient pendant les phases de transformation. Lors d’un refroidissement, un thermoplastique va subir une contraction de son volume, de sa dimension ; le retrait.
Sur une imprimante 3D et plus précisément sur un plateau d’impression 3D, ce phénomène de retrait va se traduire par une déformation inégale de votre objet. En effet, la zone en contact avec le plateau chauffant ne subira ce retrait qu’à la fin de l’impression, lorsque celui-ci refroidira.
Le reste du modèle 3D va lui refroidir progressivement dans le sens ou il va plus rapidement descendre sous la température du plateau et ainsi subir cette déformation. Cette tension générée sur la partie « haute » plus froide de votre modèle 3D va alors produire une tension sur la zone en contact avec le plateau qui pourra alors relâcher son adhérence et créer ce warping, ce décollement de vos objets.
Il est important de connaître les matériaux sensibles à cela et quelles sont les astuces et bonnes pratiques pour limiter au maximum ce phénomène inévitable avec certains types de filament 3D.
Maîtriser son adhérence plateau : la vidéo anti warping
Warping impression 3D : L’importance de la première couche
Les difficultés d’adhérence sont parfois visibles dès la première couche, un manque de température ou de solution adhésive pourra perturber votre impression dès la première couche.
Indépendamment de ces manques, c’est aussi pendant cette première couche que se vérifieront la calibration et la planéité de votre plateau d’impression. Si cette première couche montre une irrégularité du dépôt ou un décollement immédiat, rien ne sert d’aller plus loin.
Il faut déjà veiller à avoir une bonne qualité de première couche. Pour réussir la fabrication de cette première couche, plusieurs éléments entrent dans l’équation. Une bonne première couche d’impression est la première étape pour limiter le risque de warping.
La calibration du plateau de l'imprimante 3D
La première cause des problèmes d’adhérence plateau est bien souvent liée à une mauvaise calibration de l’imprimante 3D.
La calibration de votre plateau va avoir un rôle majeur sur la réussite de votre première couche. Ce que l’on entend pas calibration du plateau correspond en réalité à un couple de réglage.
Le premier élément machine à régler est le Z-offset de votre imprimante 3D, cela correspond à l’écart entre la buse et le plateau en position de départ. La position d’origine de la buse d’impression doit être positionnée entre 0.1 et 0.2 mm du plateau. Ce Z-offset est généralement manuel et à régler directement sur l’imprimante 3D. Le but étant de choisir un point référence sur le plateau de l’imprimante afin de déterminer l’offset.
La deuxième étape correspond à la planéité du plateau. Pour vérifier la bonne planéité du plateau, il suffit alors de déplacer la tête d’impression (et la buse) dans différentes zones du plateau de manière à répercuter mécaniquement l’écart initialement choisi dans tous les points. Ainsi, en validant un espace constant entre buse et plateau en différent point, cela confirme la bonne planéité du plateau d’impression 3D.
Rappel important : Ces étapes de calibrations du plateau doivent être réalisées à chaud.
La technique utilisant une feuille de papier pour apprécier l’écart entre buse et plateau est celle apportant les meilleurs résultats. Ressentir un léger frottement lorsque la feuille de papier glisse entre buse et plateau confirme un écart de 0.1 mm. La feuille pliée en 2 indiquera un écart de 0.2 mm.
Les réglages logiciels de la couche initiale
Afin de maximiser l’efficacité et l’adhésion de votre première couche d’impression et ainsi fiabiliser vos impressions, certaines astuces logicielles vont aider.
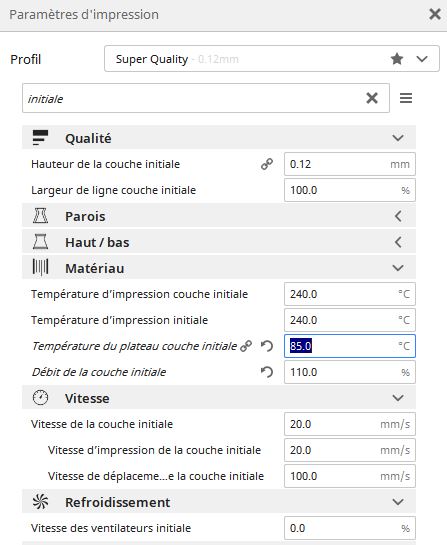
Dans le logiciel Cura, il existe certains paramètres dédiés à cette première couche.
La possibilité de modifier l’épaisseur de la première couche, la vitesse ou la ventilation va aider à améliorer celle-ci. L’ajout d’une bordure ou d’un radeau va également pouvoir aider dans ce sens.
La première couche a pour rôle d’assurer une liaison efficace avec le plateau de fabrication.
Ainsi, un dépôt lent et suffisamment épais est important. Il est recommandé d’utiliser les paramètres suivants :
– Épaisseur de couche initiale minimum : 0.2 mm
– Vitesse maximum de la couche initiale : 20 mm/s
– Flux : 110 – 120 %
– Ventilation des premières couches : 0%
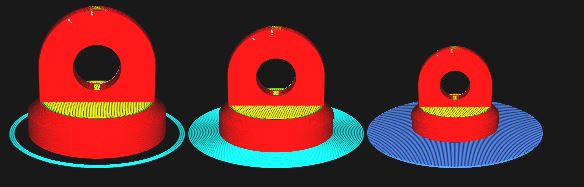
Les autres possibilités logicielles vont permettre l’ajout d’un artefact autour (la bordure au centre) ou sous (le radeau à droite) le modèle 3D.
L’ajout d’une bordure (aussi appelé brim) va aider à la stabilité et à l’adhérence de votre modèle 3D, il aura aussi pour effet de maintenir une adhérence plateau plus efficace lors de la création des tensions de retrait. La fine couche qui compose la bordure est en contact direct avec le plateau chaud, elle va aider à maintenir une adhérence sur les zones sensibles.
Le radeau va quant à lui permettre la création d’une structure fine sous l’objet à imprimer. Cette structure de radeau va limiter les tensions appliquées sur le plateau et augmenter les chances d’avoir une adhérence efficace. Il est particulièrement recommandé pour les types de filaments ABS ou PC qui peuvent endommager les plateaux en verre tellement l’adhérence est importante et en tension.
Warping impression 3D : La température du plateau
Déterminer la bonne température de chauffe du plateau d’impression est très important. Selon le type de filament 3D utilisé il faudra alors adapter cette température.
Chaque fabricant de filament indique une plage de température recommandée pour la chauffe du plateau. Il est alors nécessaire de travailler dans cette plage selon votre type de revêtement plateau et la dimension de votre modèle 3D.
En utilisant les températures recommandées, certains matériaux vont déjà suffisamment bien adhérer sur le plateau. Le filament PLA par exemple imprimé sur un plateau en verre à 60°C aura une adhérence parfaite pendant l’impression. Dès lors que la température du plateau refroidit, l’objet imprimé en PLA se décollera tout seul.
Pour la majorité des autres filaments, il sera nécessaire d’ajouter à cette chauffe du plateau une colle ou solution adhésive complémentaire.
Warping impression 3D : la solution adhésive
L’utilisation d’une solution adhésive ou d’un revêtement spécifique est nécessaire pour la majorité des filaments 3D.
Que ce soit avec des solutions professionnelles dédiées comme les sticks Magigoo ou les revêtements types Ziflex ou Buildtak, il est indispensable d’utiliser une adhésion supplémentaire.
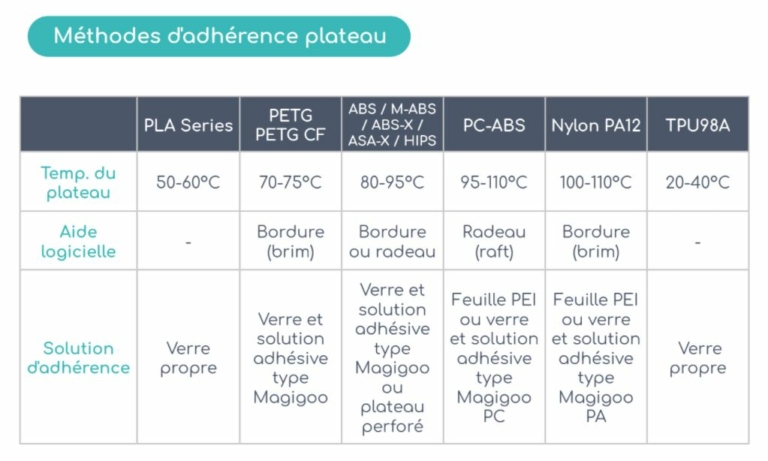
Le tableau ci-dessus indique les recommandations du fabricant Forshape pour ce qu’il en est des méthodes d’adhérence recommandée pour chacune de ses familles de filaments.
Conclusion
Rien de plus important que d’avoir une bonne calibration de son plateau et une première couche efficace et régulière.
Ensuite, l’utilisation d’une solution adhésive adaptée et de la bonne température plateau va compléter cet ensemble de mesure pour favoriser une bonne adhérence plateau et éviter le warping.

 4.9/5
4.9/5