




































Comment recuire le PLA et améliorez vos impressions 3D

Le PLA est un matériau d’impression 3D fantastique : n’importe quelle imprimante 3D est capable d’imprimer du PLA. Les utilisateurs de tous niveaux d’expérience peuvent l’utiliser avec facilité, et il est disponible dans un nombre étonnant de couleurs.
Mais chaque matériau a des caractéristiques différentes, et bien qu’il soit incroyablement utile, le PLA ne résiste pas aux températures élevées. Il suffit de laisser une impression en PLA dans une voiture chaude pour qu’elle se ramollisse et se déforme, et si vous vous trouvez dans un endroit suffisamment chaud, l’impression 3D peut s’effondrer sur elle-même ou rétrécir de façon étrange.
Heureusement, il existe des dérivés de PLA et des méthodes pour améliorer les performances de votre filament préféré.

Filament 3D
Le PLA Ultra Noir de la gamme Forshape Industrial est un matériau technique avec des propriétés comparables à celles de l’ABS après recuisson.

Filament 3D
Le filament PLA Tough Blanc est un filament PLA renforcé qui permet d’obtenir des propriétés mécaniques proches de celles de l’ABS.
Recuire PLAQu’est-ce que le PLA Tough et PLA Ultra ?
Ce sont tout deux des améliorations du PLA standard. Ils sont composés en très grande partie comme le PLA et disposent de quelques additifs leur donnant des propriétés intéressantes.
Le PLA renforcé (ou Tough), comme le PLA Tough Blanc de Forshape permet d’améliorer les propriétés mécaniques par rapport à un PLA standard. Celui-ci sera plus proche d’un ABS mais gardera la mauvaise résistance thermique du PLA.
Le PLA Ultra (ou PLA-X), comme le PLA Ultra Forshape Industrial, est un matériau qui se rapproche du Tough mais avec une capacité naturelle pour être recuit et qui limitera la déformation lors de la cuisson.
Nous sommes donc face à 3 types de PLA différents, avec des caractéristiques différentes et un comportement de cuisson (annealing) différent.

PLA standard
Le PLA Standard dispose de propriétés mécaniques et thermiques relativement faible.
Recuisson : Améliore moyennement l’isotropie mécanique générale de l’impression et sa résistance thermique.

PLA Tough
Le PLA Tough a des résistances mécaniques plus proche de l’ABS et thermique relativement faible.
Recuisson : La recuisson du Tough donne un matériau plus proche de l’ABS mécanique et thermiquement mais subira des déformations lors de la cuisson.

PLA Ultra
Un matériau à recuire et très proche de l’ABS une fois ces étapes réalisées.
Recuisson : Le PLA Ultra est spécialement développé pour être recuit. Il profitera de résistances proches de l’ABS et ne subira que très peu de déformation lors de la recuisson.
Recuire PLAPourquoi recuire le filament PLA ?
Nous l’avons déjà vu depuis le début de cet article mais le PLA souffre de propriétés thermiques basses et de ce fait il résistera mal et ramollira dès 40/50°C.
De plus, ce matériau bénéficie de propriétés mécaniques intéressantes tout de même. C’est celui qui sera le plus rigide et intrinsèquement le plus cassant. Cependant, comme tous les matériaux il subit une faible liaison inter couche après impression. La cuisson post impression permet de lier les couches entres-elles et va naturellement augmenter la résistance en Z du modèle 3D.
Pour améliorer les qualités de nos impressions, nous devons réorganiser leurs chaînes moléculaires pour les rendre mieux rangées, c’est-à-dire, plus similaires aux polymères cristallins. Majoritairement toutes les impressions sont amorphes et une cuisson post impression permettra de rendre vos impressions cristalline (cela n’est pas toujours vrai, et dépend des matériaux et des procédés différents pour chacun).
Recuire PLAPréparer vos impressions 3D avant cuisson
Avant de lancer votre modèle en impression, il est important de bien préparer en amont votre pièce. En plus des précautions de nettoyage nous vous recommandons de faire attention au remplissage utilisé pour votre impression.
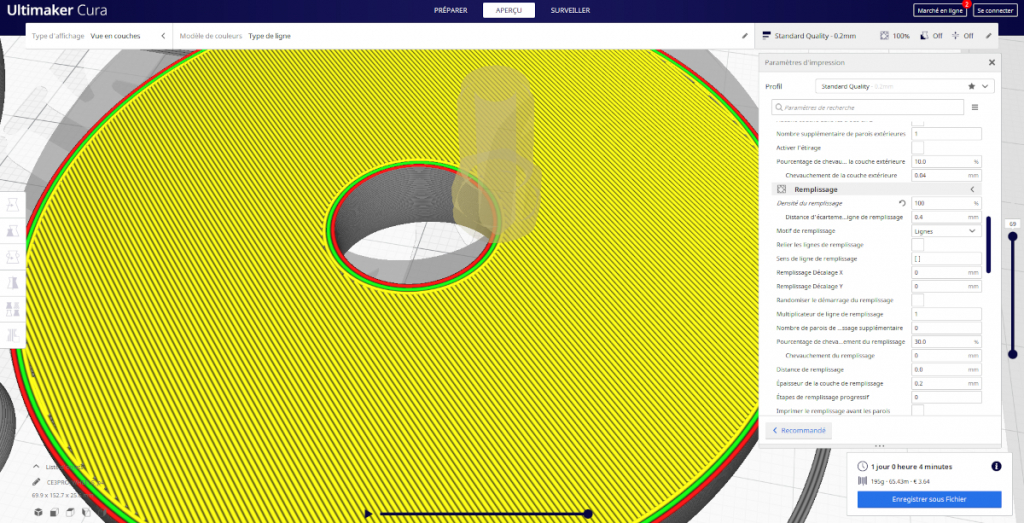
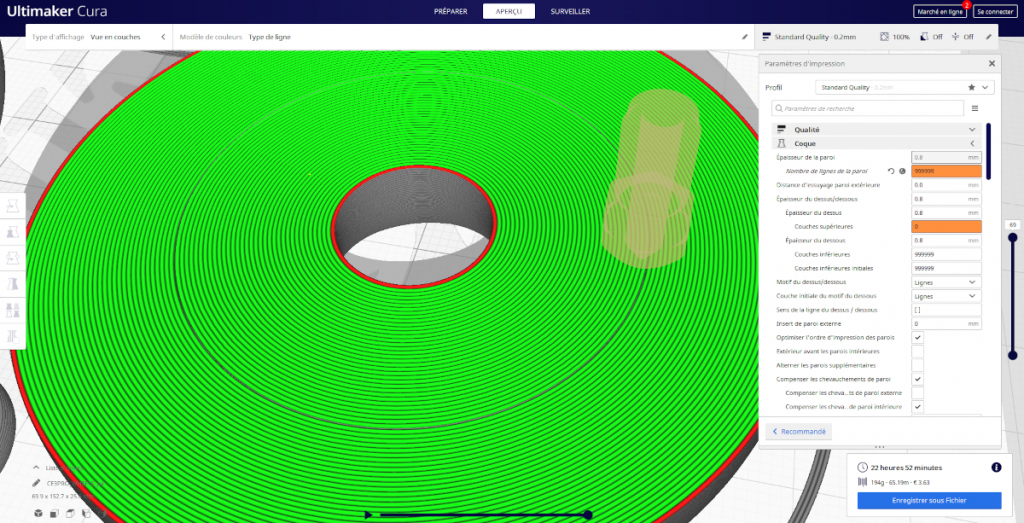
Pour la PLA et le PLA Tough, nous vous recommandons de remplir à 100% votre impression et de choisir un motif de remplissage simple (comme la ligne) pour éviter au maximum des trous ou espace à l’intérieur de votre modèle. Une autre méthode, plus proche de l’impression métal reviendrait à mettre un nombre de coques infinies.
Enfin, avant la cuisson, nous vous recommandons fortement de procéder au nettoyage complet de la pièce. Supprimer bien les supports et les traces ou résidus de colle que vous pourriez avoir sur votre modèle.
Recuire PLAMéthodes de cuisson du PLA
Effectuer la cuisson d’un objet imprimé en PLA est simple mais elle doit être réalisée correctement. Nous allons voir ici deux méthodes différentes. La première est adaptée au PLA Ultra Forshape et la seconde plus générique demandera d’avantages d’essais pour parvenir à de bons résultats.
Cuisson du PLA Ultra

- 1. Préchauffez votre four à convection (ventilation-chaleur tournante) à précisément 110°C
- 2. Quand le four est chaud et la température stable, insérez rapidement votre objet imprimé (Astuces : conserver les supports pour la cuisson) dans le four et démarrez un minuteur. Nous recommandons de poser l’objet sur une feuille d’aluminium ou équivalent.
Pour des petits objets avec des coques fines et un remplissage standard, programmez 20 minutes.
Pour des objets plus grands avec des coques épaisses et davantage de densité, programmez 60 minutes. - 3. Lorsque l’objet a terminé sa cuisson, ne retirez pas l’objet immédiatement mais laissez-le refroidir lentement dans le four éteint jusqu’à retomber à une température ambiante..
- 4. Récupérez votre objet, (retirez les supports) et vous avez maintenant une pièce en PLA Ultra parfaitement recuite et cristallisée uniformément.
Cuisson ou Annealing général
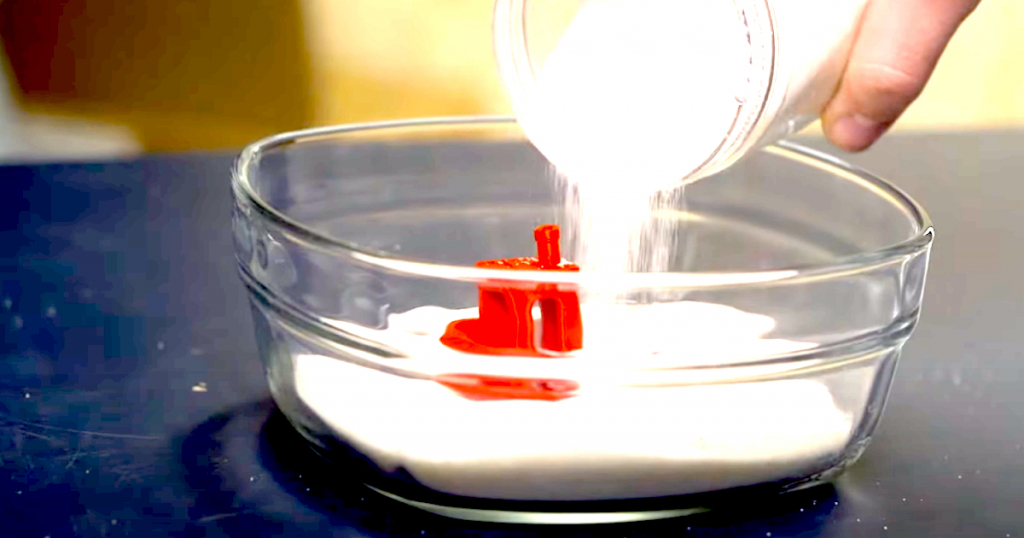
Trouvez un récipient allant au four (comme un bol en verre ou en métal) plus grand que votre pièce imprimée en 3D et laissant au moins 5 cm d’espace autour d’elle sur tous les côtés. Ajoutez au moins 5 cm de sable fin au fond du récipient et placez votre pièce dessus. Versez doucement le sable tout autour et assurez-vous qu’il remplit tous les vides. En ajoutant du sable, vous soutenez votre pièce imprimée de tous les côtés afin qu’elle ne puisse pas se déformer ou rétrécir autant qu’elle le ferait sans ce support. Préchauffez votre four à 95-115°C (200-230°F) et laissez-le à température pendant 10 minutes pour vous assurer que le four a eu le temps de se stabiliser et de ne pas dépasser la température fixée.
Insérez ensuite le bol rempli de sable et laissez-le pendant une heure pour vous assurer que le sable a eu le temps de se réchauffer complètement et de se transférer à votre pièce. Une fois l’heure écoulée, insérez un thermomètre dans le sable pour vous assurer que la température interne est la même que celle indiquée par le thermomètre du four et que votre pièce est correctement chauffée.
Retirez le récipient et laissez-le refroidir à température ambiante.
Conclusion
Il ne s’agit pas d’une science exacte, mais vos pièces imprimées en 3D devraient mieux résister à la chaleur qu’auparavant et devraient également présenter une résistance accrue en général.